Lathe Tools, Speeds And Feeds, Cutting-Tools. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Tools, Speeds And Feeds, Cutting-Tools. Part 2
Of course all tools must be harder than the material they are to cut; at the same time they must not be so hard as to be brittle, or be made of a quality of steel that becomes brittle when hardened, but tough and strong and capable of maintaining their cutting-edge uninjured during their ordinary use. The fact that they do this will be best evidence of the correctness of their angles, provided they have done the proper amount of work, that is, have been run under satisfactory conditions of speed and feed.
In the proper design of a tool, with angles to suit the work, there are four points to be remembered, namely: cutting capacity, that is, as the machinist would say, to "dig in"; the right angle of relief or clearance; proper strength; and durability or lasting quality of edge and point.
That these are not simply distinctions without a difference is seen if we analyze the question a moment. Cutting capacity is the tendency to dig into the work, to bury itself in the metal. This is directly opposed by the greater or less angle of clearance or relief. The tendency to bury itself in the work is due to the "rake" and the top angle, but principally to the rake in a slide tool and the top angle in a cutting-down tool.
These points will be clear upon reference to the engraving, in which Fig. 188 show the angles for a slide tool, and Fig. 189 those for a cutting-down tool.
As to the proper strength. The tool will be much stronger with more obtuse angles, yet more obtuse angles will be to the injury of its other qualities. Again, if the point or the edge is too keen, that is, at too acute an angle, its strength and durability are both jeopardized.
Hence we are forced to the conclusion that the form of the tool is not only largely governed by the kind and quality of the material to be acted upon, but is in itself, by reason of the conditions of its construction and use, very largely a question of compromises on the one side or the other, and frequently on both.
Referring again to Fig. 188 showing a side tool, and Fig. 189 showing a cutting-down tool, both of which are types of nearly all the various forms, attention is called to the various angles and their designations, which will apply equally well to all cutting-tools.
It will be seen that the clearance angle may be anywhere between a vertical line and 10 degrees from it. The face angle may have a like variation although we frequently see tools having an angle as great as 25 degrees. The "rake" or top cutting angle will be any angle from horizontal to 25 degrees, seldom more.
In a general way it may be said that in cutting steel the softer the material the more acute may be the angles, and that for very hard steel the angles must be very obtuse.
For cutting wrought iron the tool with angles too acute is liable to bury itself in the work and break, on account of the fibrous nature of the material.
Again, in tools for brass work the angles will be very slight, otherwise the tool will plunge into the work and spoil it. It is a common saying in the shop, when the relative angles of tools for steel and brass are discussed, "Whatever you do for a steel tool, do the opposite for a brass tool." (The metals mentioned being those to be machined, of course.) And this is literally true as far as angles are concerned.
In the general working of steel and cast iron in many shops where the workmen get their tools from the tool-room ready ground, the tool angles are the same for both metals and of all degrees of hardness, unless the foreman has special work to do requiring a special form of tool. Another set of tool angles are used for brass and bronze.
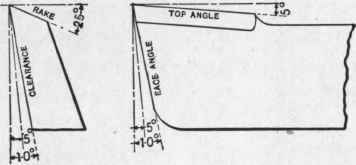
Fig. 188. - The Proper Angles for a Side Tool.

Fig. 189. - The Proper Angles for a Cutting-down Tool.
When bronze is very tough as well as hard, a special form of tool will be required, and this will sometimes very nearly approach the form of a tool for turning steel, including considerable rake and top angle. Often a diamond-point tool is used. (See Nos. 4 and 5 in Fig. 187.)
Tools are of two general classes according to their use, that is, for roughing and for finishing. The former must be made mostly for strength and are intended for deep cuts, coarse feeds, and slower rates of speed; while the finishing tools are for high speeds, fine feeds, and shallow cuts. Fine feeds are not, however, always used, as it is a common condition to use very light, scraping cuts, with a broad tool and a coarse feed. This is notably the case in finishing the inside of engine cylinders. The author has seen such a cut of nearly an inch feed, the tool being very carefully ground and acting more as a scraper than a cutting-tool. In this case the angles of the tool were very slight.
On outside work, that is, turning rather than boring, a finishing tool with a broad cutting edge is frequently made of an inverted U-shaped form and called a "spring tool," or a "gooseneck," which is shown in Fig. 190, the cutting-edge A being nearly straight across, or parallel with the surface of the work. When there seems to be too much "spring" in the action of the tool, a small block of wood is inserted at B, to furnish some support for the cutting edge and prevent chattering.
This form of tool is not nearly as much used as formerly. In fact the later development of turning tools has been toward more simple forms, which, under modern conditions, seem better adapted to the general line of work.
While there are still very many of the ordinary lathe tools such as has just been described, that are in every-day use in nearly all shops, the use of tool-holders, designed for holding tools made from small square or round rods of tool steel, has very much increased.

Fig. 190. - A Spring Tool or "Gooseneck."
Continue to:
My Books

