Lathe Tools, Speeds And Feeds, Cutting-Tools. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Tools, Speeds And Feeds, Cutting-Tools. Part 3
This innovation was started before the advent of the now well-known "self-hardening," or "high-speed" tool steels, that have so changed machine shop conditions and which followed the introduction of "Mushet" steel a number of years ago.
These tool-holders have been made in great variety and profusion and much ingenuity has been displayed in producing what each maker thinks is at once the most convenient, the strongest, and the best.
Some of these holders use tools made by simply grinding a slight notch in the bar and breaking off pieces of the proper lengths, whose ends are ground to the desired form, while others require a special form of cutting-tool that is usually drop forged, fitted, and tempered. It is fair to assume that on general principles and for general use the tools made from a bar will be the most useful, since it is always the most convenient. The machinist having a bar of tool steel of the proper size may produce tools of any form, and to fit any of his different tool-holders, according to which is best suited to his particular work.
Fig. 191. - A Set of Ten Tools for a Tool-Holder.
The matter of grinding these tools is a very simple one. The regular shapes, and about all the shapes that will be needed, are shown in the engraving, Fig. 191, in which the angle is specified. Thread tools may, of course, be added to the list, and so also may some forms of inside boring and threading tools.
The dimensions of the steel used for these tools for light lathe work is 3/16 inch and J inch square. For medium lathe work, 5/16, 3/8, 7/16, and 1/2 inch square. For heavy lathe work, 5/8, 3/4, 7/8, 1, 1 1/8 inch square.
There are many different brands and grades of so-called highspeed or self-hardening steel. As between the leading brands there is very little difference in efficiency; some excelling slightly in one respect, or upon one class of materials to be machined, while another brand seems to work better on another.
As to the best form of tool-holder, there will, of course, be honest differences of opinion, and each machinist will have his favorite forms.
Probably there are more Armstrong tool-holders used than any other, and in Fig. 192 is given views of their usual forms. Their uses are plainly indicted by their names and forms.

Left Hand Offset Tool
Right Hand Offset Tool
Left Hand Side Tool
Right Hand Side Tool
Straight Lathe Tool

Threading Tool

Left Hand Cut Off Tool

Right Hand Cut Off Tool

Boring Tool

Straight Cut Off Tool
Fig. 192. - A Set of Armstrong Tool-Holders.
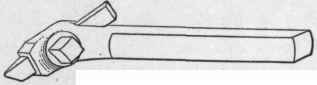
In Fig. 193 is shown at A a good form of tool-holder for regular straight work. At B is shown a tool-holder and tool for cutting threads. It will be seen that as this tool is of parallel form throughout its length, it is only necessary to grind off the top as it becomes dulled, and raise it to the proper position to compensate for the amount ground away, in order to always have a fresh surface and of proper cutting form and angle.
The economy of the use of tool-holders should be apparent to any one who studies the conditions even superficially.
The one fact that by their use the time and expense of the forging and re-forging of tools is reduced to a minimum, and in fact may be almost eliminated, the tools to be so treated consisting only of a very few special tools for special jobs that cannot be conveniently reached by such tools as may be used in the tool-holders, is amply sufficient to warrant their use in every shop.

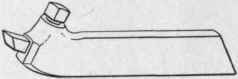
Fig. 193. - The Champion Tool-Holder.
The facility with which tools of different shapes that may be required can be produced is also an important reason for their use.
Another reason is that when the shop is once equipped with tool-holders, the cost for the steel for making the tools is very slight as compared with the heavy forged tools formerly used.
The modern demand for high-speed steel for lathe tools and its high price makes it necessary, from reasons of economy, to use small tools; hence tool-holders.
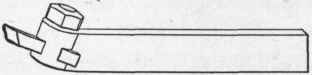
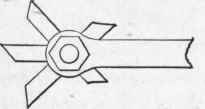
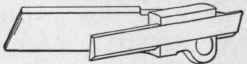
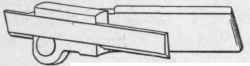
Fig. 194. - The "Three-in-one" Tool-Holder.
Continue to:
My Books

