Lathe Work. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Work. Part 3
One of the oldest chuck manufacturers was E. Horton, who established the business in 1851. One of the Horton three-jaw chucks is shown in Fig. 210.
At A is shown a face view of the finished chuck. It consists of a front and a back plate shown respectively at D and B. The jaws are moved in and out simultaneously, by means of the geared steel screws, the small bevel pinion formed on them engaging the circular steel rack C, which is enclosed in a deep groove or recess in the back plate B, as shown. At D is shown the front plate with the jaws in place, with the projecting portion at the back tapped to receive the steel screws, which are shown in place. The front and back plates fit each other closely, making a perfectly tight casing for the gearing and screws, so that no dirt, chips, etc., can possibly get into them and clog and injure the gearing. The jaws are forged solid, by which great strength is secured to withstand the strain of heavy work.

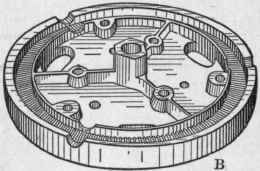

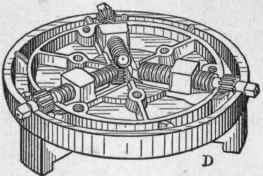
Fig. 210. -The Horton Three-Jaw Chuck.
At A, Fig. 211, is shown a Sweetland chuck, which in a general way is similar to the Horton chuck, but possesses some advantages, in that it may be used as a "universal" chuck, so called, in which all the jaws move simultaneously to or from the center, or it may be readily changed so that the jaws work independently of each other, thus adapting it to a large variety of irregular and eccentric work.
The design of the improvement is to make the chuck independent as well as universal, thus combining two chucks in one. In the recess underneath the rack are the cam blocks, beveled to correspond with the level recess in the rack. The cam blocks are held in place by the convex spring washers, which allow them to be moved to or from the center without disturbing the nuts, the friction being sufficient to hold them in place. When moved to the outer portion of the rack they connect the gearing, making the chuck universal, and when moved inward they disconnect the gearing, thus making each screw independent.
The advantage of making each screw independent, without disconnecting the others from the gearing, is a feature not combined in any other chuck, and is an improvment fully appreciated by the mechanic when adjusting the jaws for eccentric, concentric, or universal work. For instance, the chuck having been used independent, the workman wishes to change to universal, the jaws are moved inward until the outer end is true with the line on face of chuck; now each screw can be engaged with the rack separately by sliding the cam block outward. If one jaw is found to be out of true it can be disconnected and reset, leaving the others in mesh undisturbed.
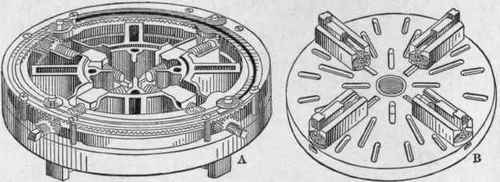
Fig. 211. - Sweetland Four-Jaw Chuck, and Cushman Face-Plate Jaws.
This chuck has a large hole in center, and will allow a drill or reamer to pass through work without injury to face of chuck.
The jaws, rack, and pinion screws are made from forged steel, and all wearing parts properly tempered.
The "bites" on the jaws are ground true after being hardened and tested thoroughly before coming out of the grinding machine.
At Fig. 211 are shown the face-plate jaws heretofore referred to, and which, when attached to a face-plate, make a very serviceable and practical substitute for a chuck, and advisable to have from questions of economy, even on lathes as small as 30-inch swing, while on lathes above 40-inch swing they are all the more useful, and on 50-inch swing and larger are almost indispensable, as the largest chucks usually made are 42-inch and these are very heavy and very expensive, while a set of four jaws for the face-plate may be had at a comparatively nominal cost.
Figure 212 shows three forms of chucks. At A is a Horton chuck with four jaws. It is built on the same plan as the three-jaw chuck shown in Fig. 210.
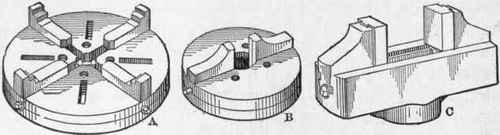
Fig. 212. - Horton and Cushman Chucks.
At B is shown a Horton chuck with two jaws, which is very useful for certain classes of work, and better adapted than those of three or four jaws.
Not only the Horton chucks but also those of other makers are built with two, three, four or six jaws, as the nature of the work may demand.
At C is shown a Cushman two-jaw chuck, with provision for slip, or "false jaws." By this construction special jaws may be made with faces of such contour as to fit the irregular form of the pieces to be machined. This form of chuck is used for the machining of valve bodies and similar work, and is sometimes fitted with various indexing devices by means of which the piece may be turned from side to side and held while various operations are performed.
Special chucks are made of various forms and with a varying number of jaws, of a variety of different shapes, all of which are too numerous to illustrate or describe here.
In chucking cylindrical work with a universal chuck of three jaws the work is correctly centered by the chuck jaws, provided there are no uneven places on the work, which by coming under either of the jaws tend to throw it out of true. Such work is usually that of boring, reaming, or facing, and similar work on the face or inside of the casting or forging, and such part of the outside as extends beyond the chuck jaws.
It should not be forgotten that while we usually grip work upon the outside, the chuck jaws work equally well by bearing against the inside of the work; for instance, the inside of the rim of a gear that is to be faced, bored, and reamed.
Continue to:
My Books

