Lathe Work. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Work. Part 4
When round rods or bars are to be machined or pieces cut from them, whether to be partly machined or not, a drill chuck, so called, is used. This is a two-jaw chuck, the jaws being of a variety of forms, from the shape shown in Fig. 212 to V-shaped jaws with interlocking teeth, the design of all of them being to hold the bar or drill firmly, with as little force applied to the right and left screw that operates them as possible.
Work may be such that one end is held in the chuck and the other supported by the tail-stock center, or by a center rest whose jaws furnish a three-point bearing for the cylindrical surface of the work. While the method of supporting the work by the tail-stock center is used for work that is to be turned, the second method, that of supporting the work in a center rest, is better adapted for drilling and reaming operations. These operations may be wholly done with the drill and reamer, or by the use of an inside boring tool held in the tool-post of the compound rest.
It is a common job to have to face up the flanges on the ends of pipe of various sizes. Sometimes these pipes are of wrought iron or steel with the flanges screwed on. Sometimes they are cast upon cast iron pipe. The ordinary method is to hold one end in a chuck and the other end on a "pipe center," of one form or another. One form of these centers is called a "spider center," and often consists of any convenient casting, circular in form, that comes handy. With several set-screws tapped radially into its edges and adapted to be backed out against the inside of the pipe and firmly held, while a drilled and countersunk hole in the center affords a good bearing for the lathe center. Mr. Mortimer Parker suggests some improved forms which are shown in Fig. 213, in which A shows a new spider center which is quite different from the old style B that requires, as shown, a block of wood against it to keep it from shoving in or twisting sideways when the center is pressed against it, or when a heavy cut is started.
This improved center will stand a heavier cut and can be set quicker than the other style. If the outside is turned true with the hole the job can be set very readily. C, D, and E show end views of different forms of this center; and F, G, and H are different sizes with bronze bushings in the interior.
At I is illustrated the manner in which a common cone center can be turned into a spider center by drilling three rows of holes and putting in set-screws and jam-nuts, only one set of screws being needed, as they can be used in either series of holes.
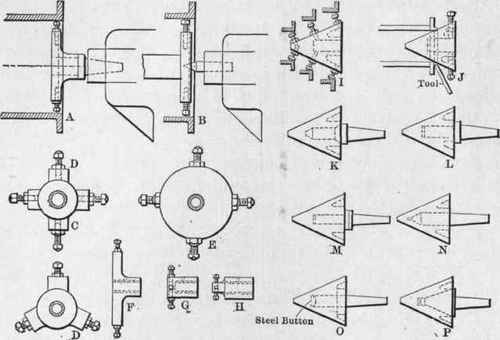
Fig. 213. - Pipe Centers and Spiders.
A spider center allows room for the tool to clear when facing off the end of a flange, but a cone center does not. When the tool gets down to the center, as at J, it leaves a shoulder which must be turned off with a pointed tool.
K is a center with a cone bearing at each end of the hole, which keeps free from play even if it does wear. Center L is less work to make, but does not turn around when a heavy cut is taken; hence a ball-thrust bearing should be used as at M for heavy work.
Center N works well in a heavy cut and is easily made. Center 0 is less work to make than any of the others and also works well with heavy work.
In facing up pipe flanges it is sometimes the practice to hold one end in the chuck and support the other end in a center rest. The disadvantage of this method is that the roughness of the outside of the pipe is a very poor bearing for the center rest jaws and poor work in facing is likely to result, while the same pipe carried on a pipe center, in the same lathe, will be a creditable job.
Lathe arbors are an important adjunct to lathe work. They are commonly called arbors although the old English name of mandrel is the proper word, as an arbor is properly a carrier for a tool, as a saw arbor, a milling machine arbor, etc., while a mandrel is used for carrying a piece of work to be turned.
Mandrels are of two kinds, solid and expanding. The solid mandrel should be made of hard machine steel or a cheap grade of cast steel capable of being hardened.
In Figure 214 are shown two forms of arbors. That at A is the common form. The ends are turned down somewhat smaller than the central body, and on one side, at each end, is a flat space for the set-screw of the lathe dog to rest upon. The ends are slightly recessed around the center hole so that it will not be bruised if the end is struck with a hammer. The central body should be ground with a very slight taper. The entire piece should be hardened, not simply the ends, as formerly. A 1/4-inch arbor should be 3 1/2 inches long and a 4-inch arbor 18 inches, all intermediate sizes being of the same proportion.

Fig. 214. - Lathe Mandrels or Arbors.
At B, Fig. 214, is shown an expanding arbor or mandrel. This is made in two parts, the arbor proper and an outer shell. The inner arbor is turned and ground to a considerable taper and the outer shells accurately fitted to it. It is then split, as shown, by from eight to twelve cuts, alternately beginning at opposite ends, so that in forcing the inner arbor in on the taper the outer shell is expanded in very nearly a circular form, at least near enough for all practical purposes. At the end of each cut is drilled a small hole to prevent cracking.
A cheap imitation of this really excellent device is made by splitting the outer shell all the way through at one point only, which will do as a makeshift when nothing better can be had.
There are various forms of expanding arbors, some of which have considerable merit and others very little. The one illustrated above will probably be found to give the best satisfaction.
In making solid arbors it should be remembered that they must be turned considerably over size, then hardened, which will change their form somewhat, and then rough ground to nearly the proper size. They should then be laid aside for some time to give the steel an opportunity to take on its final changes and attain a permanent condition as to size, straightness, etc., before it receives its final finish grinding, which should diminish its diameter very slightly.
The drilling in the ends for the center hole and the countersinking should be carefully done, the angles of the sides of the countersunk hole being exactly 60 degrees.
Arbors are hardened for several reasons, principally to make them accurately cylindrical, much stiffer and more rigid, and also less liable to accidental injury, but not to prevent lathe tools from cutting into them when used by a careless workman.
The taper on an arbor is usually about a hundredth of an inch per foot with the center of the arbor of the standard diameter. The fact that the arbor is tapered to this extent makes it necessary to be careful to force the arbor into the reamed hole from the same side that the reamer has entered, which should also be the same side first entered by the piece that is to fit in the hole, provided it is to be a close fit. This is frequently marked on the drawing and it should always be so indicated for the guidance of the workman.
Hardened and ground mandrels serve the very excellent purpose of preserving the uniformity of sizes of holes, since if the holes are not truly sized the pieces will either drop on to the arbor too loosely or fail to go on sufficiently for good and convenient work. Again, the arbor being so slightly tapering, the workman will notice even a small difference in the diameter of the hole by the position of his piece on the arbor, and is likely to report the defect in the work in this respect.
The use of expanding arbors has not these advantages as they are ground perfectly straight. But they are to be preferred for this very reason when running fits are desired.
Arbors should not be driven into reamed holes with a hammer. An arbor press should be used and the author knows of none better than the Greenard press, which is made in various sizes, from the small one to fasten to the tail end of the lathe bed to the largest sizes which have a broad floor base. One of the former is shown in Fig. 215. By the use of these presses there is no shock in forcing an arbor into the work, and therefore neither the arbor nor the work is injured. In addition to this advantage, the arbor maintains a perfect alignment with the hole as it is forced in, and therefore there is no unequal strain or distortion.
The rack and pinion arrangement of this arbor press is at once simple and effective, and the rotating table with its various sized recesses in the edge furnishes an excellent bed for supporting the work as the arbor is forced into it. A more convenient arrangement could scarcely be imagined for this work.
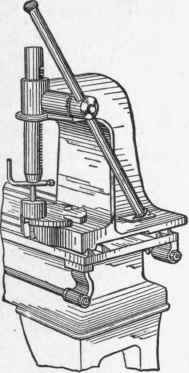
Fig. 215 A. - Greenard's Arbor Press.
Continue to:
My Books

