Chapter XIV. Lathe Work Continued
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Chapter XIV. Lathe Work Continued
Irregular lathe work. Clamping work to the face-plate. Danger of distorting the work. A notable instance of improper holding of face-plate work. The turning of tapers. Setting over the tail-stock center. Calculating the amount of taper. Taper attachments. Graduations on taper attachments. Disadvantages of taper attachments. Fitting tapers to taper holes. Taper-turning lathes. Turning crank-shafts. Counterbalancing the work. Angle plate for holding the crank-shaft. Forming work. Forming lathes. Drilling work on the lathe. Chuck and face-plate drilling. Holding work on the carriage. Boring a cylinder. The author's design for boring large cylinders. Holding work by an angle-plate on the face-plate. Thread cutting. Calculations for change-gears. Reverse gears. Arrangement of the change-gears. Ratio of change-gears equal to ratio of lead screw to the thread to be cut. Cutting left-hand threads. Compound gearing. Calculating compound gears. Cutting double threads. Triple and quadruple threads. Boring bars. Varieties of boring bars. Driving boring bars. Boring large and deep holes. The author's device. The drill, boring bar and cutters for the work. Flat cutters for boring holes. Boring bar heads or arms. Hollow boring bars. Milling work on a lathe. Milling and gear cutting on a speed lathe. Grinding in a lathe. Cam cutting on a lathe. Many uses for the engine lathe.
There is so much irregular work constantly done on the lathe that no specific description of it can be given. It is the unknown quantity that the machinist has to deal with and he is expected to be equal to the occasion and so fertile of resources as to be ready with a proper method for doing every job that turns up, that he will not be obliged to hesitate long for means to accomplish the end sought.
Much of what may properly be called irregular work will be such as can be handled on the face-plate or in an independent jaw chuck. Yet these appliances for holding the work will frequently have to be supplemented by the tail-stock center, the center rest, and the follow rest, as well as the taper attachment.
In clamping work on the face-plate there is danger of springing the work as it is fastened down. The result will be that it is held in a distorted position while being machined, and upon being released by the bolts of other clamping devices it will spring back to its original position and so show distorted machining. For this reason much care should be exercised to see that it rests fairly on the face-plate immediately under the clamps or bolts that hold it down.
The same idea applies to rings or similar shapes when held in the jaws of a chuck or in face-plate jaws. There is always the possibility of springing them out of shape and that this forcing process will show in distorted work when the piece is taken out of the lathe. The author once saw rings of cast iron two inches thick, 6 inches wide, and about 30 inches inside diameter, pressed out of shape by the face-plate jaws attached to a 60-inch face-plate, so much that several of them were spoiled, and the expedient of strapping them to the face-plate had to be resorted to in order to produce work as true as the job called for.
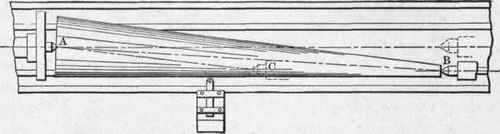
Fig. 215 B. - Turning Tapers.
Work may also be distorted when carried in a steady rest, a back rest or a center rest, by this attachment having been set out of line, either too high, too low, or to one side. Much more care is needed in adjusting these attachments than they sometimes receive.
The turning of tapers may be classed as irregular turning work. If they are slight the tail-stock center may be set over sufficiently to give the required inclination, particularly if the work is long. When the taper is considerable, it will not be proper to set the tail-stock center over for this purpose as it throws the head-stock and tail-stock centers too much out of alignment to work properly. This is shown in Fig. 215. One half the taper shown, on this length of work would be practical. In this engraving A is the head center and B the tail center.
It will be noticed, however, that if the work is but half as long and the tail-stock center located at C, the inclination will be twice as great and consequently the error in the alignment of the centers double what it would be with the tail-stock center located at B, and the case more impractical than at first.
The tail-stock is arranged so that the center may be set over to the rear as well as the front, so that the small end of the taper may be toward the head-stock when such a position is more convenient.
In setting over the tail-stock center it must be borne in mind that the difference in diameter between the large and the small end will be twice the distance which the center is moved from the center line of the lathe. Therefore, if the work is two feet long, and we want a taper of one inch in two feet, or half inch per foot, we set the tail spindle over half an inch. The amount set over at the tail-stock gives double that taper in the whole length of the work.
Consequently, if we divide the amount of taper on the entire length of the work by the number of feet in length, we get the taper per foot. If this simple rule is remembered the mistakes that often occur in turning tapers will be avoided.
In all taper turning, however, it will not be sufficiently accurate to measure the amount of tail-stock set over, but the work must be carefully calipered as the turning process goes on.
When the taper is considerable, it is better to do the work in a lathe having a taper-turning attachment. Examples of this device will be found in the chapter on lathe attachments, where it will be seen that the travel of the compound rest in a transverse direction is governed by a swiveling bar which may be set at any desired inclination with the V's of the lathe.
Continue to:
My Books

