Lathe Work Continued. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Work Continued. Part 2
While there are usually graduations on the end of the taper attachment that are intended as a guide in setting the swivel-bar or guide, they are frequently misunderstood and consequently useless. Usually they are marked for so much taper per foot, and when so designated the length of the work in feet must be considered, if the diameters at the large and small ends are given on the drawing.
If the taper slide or guide-bar is graduated in degrees, the case is nearly hopeless with the usual machinist, as the graduations are of no benefit whatever to him, as his drawing will very seldom be dimensioned in this manner, but rather the extreme diameters given, or the taper will be so much per foot.
The use of the taper attachment permits a much wider range of tapers to be turned than can be successfully accomplished by means of the set-over feature of the tail-stock. And we have the great additional advantage of always keeping the centers in line, so that accurate work can be done, which is not always the case when the tail-stock is set over, except for very slight tapers.
One of the drawbacks to the use of taper attachments is that a certain amount of back-lash is liable to exist when many parts are necessary to the design of the mechanism, from the guide-bar or swivel-bar to the point of the cutting-tool. These will give a certain amount of difficulty in making a straight, smooth cut. Consequently, the gibs should be set' up as close as practicable, all nuts and adjusting screws set up tight and as much vibration and back-lash eliminated as possible, and then the back-lash be taken up by hand before the tool begins to cut.
In all taper turning it is necessary that the point of the tool be set at exactly the height of the points of the centers, otherwise a true taper will not be the result but will be slightly concave rather than in a straight line.
In all cases, in turning tapers to fit a tapering hole, the exact amount of taper should first be obtained so as to fit the tapering hole, but to be considerably larger than its final size. Then the diameter is turned correct, the calipering being usually done at the small end.
Taper-turning lathes are sometimes made in which the head-stock and tail-stock are mounted upon a separate bed which is pivoted at the center so that it practically amounts to the lathe swiveling while the tool carriage runs straight. In this lathe the centers are, of course, always in line, the setting for the required result is quickly done, and as the whole mechanism may be of very rigid construction, the work done on it is very accurate as well as economical. The turning of crank-shafts is a frequent trouble to the inexperienced man who has this work to do. In the present case it is assumed that the crank-shaft has been properly "laid off" with a surface gage, on the surface-plate or table, and the centers located, drilled, and reamed, and the shaft proper roughed out to nearly its finished dimensions.
The operation to be performed is to turn the wrist-pin. This is shown in Fig. 216. At A is shown the usual method of rigging up for the job. The shaft is placed in V-blocks on the surface table and the wrist-pin blocked up to the proper height, as shown by the surface gage, so that there will be stock enough left on all sides to finish up to the given dimensions. The "offsets" or "throws," C, C, are now put on and the centers accurately located by the surface gage before the set-screws are screwed up tightly to hold them in place.
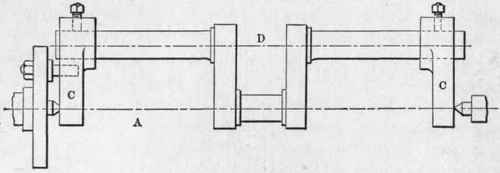

Fig. 216. - Turning Crank-Shafts.
The centers are now measured all around with the surface gage once more, to make sure that all are in the same plane. The crankshaft is now placed in the lathe, the centers in the offsets being used as they are directly in line with the wrist-pin center. A tool long enough to reach down between the arms of the crank must be used. It should be made with a very narrow point, be kept very sharp, and set either on the center or but a trifle above it. The idea is to avoid as much as possible any undue strain in the turning, as the work will not be very rigid and the cuts taken must be light. The wrist-pin being turned and finished, the offset pieces C, C, are removed, a block fitted in the space D, between the arms of the crank, and it is placed on the shaft centers and finished as any other shaft would be.
One of the precautions that should be taken is to have the work properly counterbalanced by adding on the face-plate the proper weight, opposite the crank when turning the shaft, and opposite the shaft when turning the wrist-pin, so as to prevent undue strain and vibration.
Another and more rigid arrangement is shown at B, in Fig. 216, in which, in place of an offset piece at the face-plate end, the bracket or angle-plate E is used. This is bolted to the face-plate and has a cap F fitted to it and bolted firmly, with the joint held slightly apart with paper or thin cardboard. It is then bored out the exact diameter of the end of the crank-shaft, which is firmly gripped in it and the shaft much more rigidly held than in the former example. The offset piece C is used at the tail-stock center the same as before.
In all these operations great care should be used to lay out all the centers in the same plane, and to locate the offset arms in the same manner. The free and careful use of the surface gage will be necessary to success.
Forming work has been described in another part of this book, and the reader interested in this class of work is referred to the chapters in which these matters are considered. The particular points to be observed in forming work are: to hold the work very rigid; to have a very rigid cutting or tool carriage; to have a tool with a very sharp and carefully "stoned-up" cutting edge; to use a comparatively slow speed and a very fine feed.
Continue to:
My Books

