Lathe Work Continued. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Work Continued. Part 3
When these conditions are obtained the forming lathe works easily, accurately, and efficiently.
The tools must be so formed that by continually grinding on the top the form and contour of the cutting edge is not changed.
The forming lathe may have an automatic feed with a stop which automatically throws out the feed when the proper diameter is reached. This makes the lathe semi-automatic, in that it need only be set and started, and no further attention given to it until the cut is completed. Thus one man may run a number of machines, and the relative efficiency of each will be reckoned, not so much in the large number of pieces turned out, as in the small cost for labor, which is usually the most expensive item on this and similar classes of work.
This is seen very readily in the automatic screw machine, which turns out much of its work much more slowly than the turret lathe. But the turret lathe requires the constant attendance of a skilled operator, while one man may take care of from four to ten automatic screw machines.
In many respects the engine lathe may be made to take the place of the upright drill, although this class of work is now usually done in the upright drill, the radial drill, or the boring machine. However, there are shops which do not possess all these facilities and still have many jobs that may be properly done in the lathe.
To the ordinary jobs of chucking and reaming it will not be necessary to refer. The same may be said of ordinary drilling such as may be done by holding the work in the chuck and using either a flat drill with a center hole in its rear end for the tail-stock center, and the drill held from turning by a wrench, or similar contrivance.
Drills may be held in the tail-stock spindle, in place of the tail center, if the taper hole is standard as it should be, or when the drill shank is too small a collet may be used. In this way many jobs of chuck or face-plate drilling may be done. When the work is such that it is necessary to revolve the drill instead of the work, the drill may be transferred to the head spindle and the work held by bolting or strapping it to the carriage, the compound rest having been removed for that purpose.
Another method is to strap to the carriage an angle plate, jig, or other fixture suitable for holding the work to be drilled.
There is a wide range of possibilities in this class of work and the ingenious machinist is generally very resourceful in this direction. The following is a case in point;
It is often necessary to bore a hole so large that it is not convenient to do it in the ordinary way, by bolting to the face-plate, and if the casting has no hole through, or one so small as to require a boring bar too small in diameter to get a steady rest cut, it is almost impossible of accomplishment on the boring machine. The casting shown, marked C in Fig. 217, is of such a nature. The primary factor in the boring of these cylinders is the making of the bracket A, which forms a solid support for the boring bar B. The boring bar B is driven in the usual way, or rather in one of the usual ways. It will be noticed that the taper shank is held from turning by being screwed into the spindle of the lathe head-stock, and that it has a conical bearing at the outer end in the bracket A. The bearing is thus adjustable to take up "back-lash" by sliding the bracket A to the right along the lathe bed, which in this case is of the ordinary English pattern, with a flat bed. Of course, by making the bottom of the bracket to suit the raised V's, the attachment is capable of being made to suit the American style of bed.
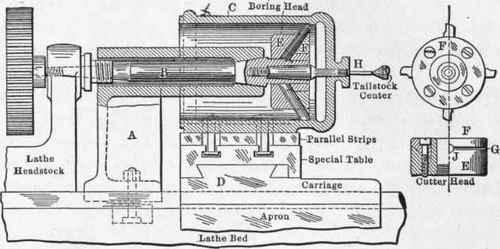
Fig. 217. - Cylinder Boring in the Lathe.
The cylinder C is bolted upon a slotted plate attached to the carriage D, upon parallels. In planing the base of the castings, care was taken to make them in all cases of equal distance from the face of the base to the center of the casting - not to the core, as this was liable to be slightly out of true.
Three cutter heads, two roughing and one finishing, were made like the one shown at F, at the right, in Fig. 217. All had four cutters slanting to the left at the inner end, in order to bring the cutting edges outside, or near the end of the block.
At the right of Fig. 217 is shown one of the blocks in detail.
E is turned to the angle at which the cutters were required to be fitted at the point G, and a clamping ring F, turned to fit, was afterwards clamped on by means of four filister head screws. Four holes, as at J, in the small view at the right, were drilled in line with the joint to fit the cutters. After drilling, a small amount was turned off the inner face of the clamping ring F in order that the tools would be clamped when the screws were tightened. This ring when tightened up was found to be sufficient to prevent the cutters slipping in.
To insure the cutters all having an equal cut, the cutting edges were ground and also backed off by means of a cutter bar, mounted on the slide-rest and driven from overhead. The finishing cutter finished from six to a dozen holes at one grinding and it was then a simple matter to set them out a little and regrind. It was found to be advisable to take out and grind the roughing cutters separately on an emery wheel, as working in the sand they wore rapidly. Sometimes one broke in cutting out a projecting lump of metal and they wore generally unevenly.
The hole H, Fig. 217, was bored out (from a cored hole) by two cutters, as shown (roughing and finishing), fluted similarly to rose bits or reamers. The roughing cutter was passed through at the same time as one of the roughing cuts in the large hole; the finishing cut, however, was taken separately to avoid disturbing the large finishing cut. The carriage was fed up mechanically by means of the rod feed.
Continue to:
My Books

