Lathe Work Continued. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Work Continued. Part 4
The device for doing this job, when once made, proved to be useful on other jobs as well.
The author once designed and built a lathe for doing a similar job to the one here described and illustrated, but on a much larger scale. In this case it was required to very rapidly bore and finish large cast iron cylinders about four feet in diameter. As there was ample power to do the work, and sufficient length of bed was allowable to bore a number of these cylinders at a time, and as they were quite short in proportion to their diameter, the lathe was arranged to bore two cylinders at once, with three tools for each cylinder, namely, a roughing tool, a sizing tool, and a finishing tool. Each of these consisted of a cross bar attached to a boring bar, and carrying a cutting tool on each end.
By this arrangement there were twelve cutting tools in action most of the time, and as two cylinders were bored during the time of the travel of the tool across one, the result was that of doubling the capacity of the former machine which did this work.
Another method by which boring work may be done is to attach it to the face-plate of a lathe by the use of an angle-plate, by which means various shaped pieces having a finished surface at right angles to the axis of boring may be conveniently held. Elbows are well handled by this device and many similar jobs will readily suggest themselves to the machinist. And not only boring, but many jobs of turning on such shaped pieces may be conveniently handled by the use of the angle-plate attached to the face-plate of a lathe.
Thread cutting in a modern lathe provided with a quick change gear device for cutting any number of threads per inch, by shifting one or more levers, is a comparatively simple matter. With a lathe equipped with removable change-gears for accomplishing the same purpose it is much more complicated, and its principles frequently misunderstood. Therefore a clear understanding of these principles is necessary to any one who aspires to become an intelligent machinist.
The spindle or head shaft of the lathe runs at the same speed as the main spindle; therefore it takes its place in all calculations for thread cutting. Upon this spindle the first change-gear is placed. The lead screw carries the second change-gear. , The ratio of these two gears determines the ratio of the number of revolutions of the main spindle to those of the lead screw. The change-gear placed between this first and second change-gear is an idler gear, since it runs loosely on a stud and serves only to communicate motion, but does not in any way change or modify the ratio.
The reverse gears within the head are used only for reversing the motion of the head shaft, and are also idler gears, not affecting the ratio.
The arrangement is shown in Fig. 218, in which a is the head shaft or spindle; b is the lead screw, and c the adjustable stud in the adjustable stud-plate, segment, quadrant, or sweep, as it is variously termed, marked d. A is the first change-gear; B the second change-gear, and C the idler gear. As shown, the two gears A and B are of equal diameter and number of teeth, consequently the lead screw revolves at the same rate of speed as does the main spindle. It follows, therefore, that if the lead screw is cut with four threads per inch the lathe carriage will move a quarter of an inch with each revolution, and the lathe will cut four threads per inch.
If the change-gear A is only one half the diameter of the change-gear B, the lead screw will revolve only one half as fast as the main spindle, and the lathe will cut eight threads per inch; while if the change-gear B is one half the diameter of the change-gear A, the lead screw will cut two threads per inch.
Therefore, whatever is the ratio of the two change-gears, A and B, to each other, the lead screw will revolve accordingly, and produce a thread of like ratio to the number of threads per inch with which the lead screw is cut. Otherwise, the ratio of the change-gears A and B equals the ratio of the thread of the lead screw to the thread to be cut.
To cut any desired number of threads per inch it is first necessary to find the ratio which the desired number of threads bears to the number of threads on the lead screw; then to select such change-gears as bear this ratio to each other, remembering that if the desired thread is of a coarser pitch than that of the lead screw, the change-gear A must be the larger, and if it be a finer thread than that of the lead screw, the change-gear B must be the larger.
The gears will revolve in direction of the arrows, by which it is seen that the lead screw revolves in the same direction as the change-gear A on the head shaft a, and consequently as the main spindle of the lathe. This arrangement, with a right-hand thread (as usual), on the lead screw b, will cut right-hand threads.
When it is desired to cut left-hand threads the motion of the lead screw must be reversed. This is done by the addition of the idle gear E on a second stud e, in the stud-plate d, as shown in Fig.
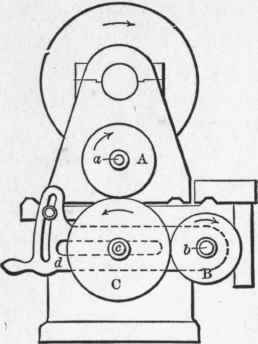
Fig. 218.- Change-Gears for Cutting Right-Hand Threads.
219.
When the proper ratio cannot be obtained by the use of the change-gears at hand, or when the gears of the desired numbers of teeth would be too small to properly connect, or too large to be put in place, recourse must be had to what is termed compound gearing. Referring to Fig. 221, and the series of change-gears A, suppose that it is desired to use compound gears, making the ratio 4 to 1. A 36-tooth gear is placed on the head-shaft and a 72-tooth gear on the lead screw. On the idler stud we place two gears, a 48 and 24, fixed to each other by placing them on a splined compounding sleeve which runs loosely on the stud. The 36-gear is engaged with the 48, and the 24 with the 72,. as shown in elevation at A, Fig. 220, and more clearly seen at A, in the diagram, Fig. 221.
Continue to:
My Books

