Lathe Work Continued. Part 5
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Lathe Work Continued. Part 5
The result of this combination is this: If the 36-gear engaged the 72, the ratio would be 2; and if the 24-gear engaged the 48, the ratio would be 2. These ratios multiplied would be 4. As they are engaged we have 36 to 48, which is a ratio of 1 1/3, and 24 to 72 is a ratio of 3, which multiplied by 1 1/3 produces 4.
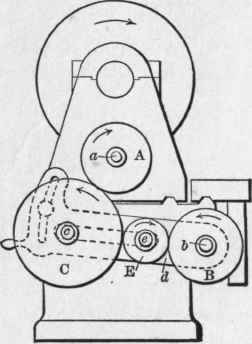
Fig. 219. - Change-Gears for Cutting Left-Hand Threads.


Fig. 220. - Compound Change-Gears for Right and Left-Hand Threads.
The effect, then, of introducing the 24 and 48 gears instead of a single idle gear is to double the ratio existing between the gear on the head-shaft and the one on the lead screw. The combination as shown would cut 16 threads per inch on a lathe having a lead screw cut with four threads per inch. (Usually lathes will cut this number of threads without compounding. The gears here shown and described are given as a simple example.)
At B, in Figs. 220 and 221, the order of gears is reversed, the 72-gear is placed on the head shaft and the 36-gear on the lead screw. The effect now is, instead of multiplying the pitch of the lead screw by 4 (4 X 4 = 16 threads per inch on the work cut), the number of threads of the lead screw is divided by 4 (4 ÷ 4 = 1), thus producing in the work a screw of one thread per inch, or one-inch pitch.

Fig. 221. - Edge View of Compound Change-Gears.
By a thorough and correct understanding of these principles there should be no difficulty in setting up a lathe for any desired number of threads per inch. It is usual to have compounding gears of a ratio of 2 to 1, as 24 and 48, 36 and 72, and so on. But it may be necessary to use other ratios as 1 1/2 to 1, say 48 and 72, 24 and 36, etc. Or to make the ratio 3 to 1, as 24 and 72, 36 and 108.
It is always advisable to use as large change-gears as possible, as the motion of the lead screw is more regular and steady, and the strain on the gear teeth is less, consequently better work can be done. This should be practised even if compound gears have to be used more frequently.
In cutting double threads the change-gears are set for double the pitch, that is, one half the number of threads which the finished thread is to be. Then proceed to cut one of the threads, leaving the proper blank space between the convolutions for putting in the second thread. To locate this properly a tooth in the stud gear may be marked, and also mark the space in the intermediate gear into which this marked tooth has meshed. Now lower the intermediate gear out of the mesh, by unscrewing the clamp bolt of the stud-plate for the purpose, and turn the spindle exactly one half a revolution, that is, until one half the whole number of teeth have passed the marked space in the intermediate gear, and the marked tooth is exactly opposite its former position. Raise the stud-plate, putting the two gears properly in mesh with each other, and go on with the cutting of the second thread. This is assuming, of course, that the stud gear has an even number of teeth and that the ratio between the lathe spindle and the head shaft or gear spindle is 1 to 1, both conditions being the usual ones.
When this ratio is different, it is readily understood that the spindle must be rotated a proportional amount which is governed by this ratio.
Another method of accomplishing the same result is to have two dog-slots in the small face-plate exactly opposite each other, and after one of the double threads is finished, to shift the tail of the dog into the other slot.
Triple and quadruple threads are cut in a similar manner, but all the details of the work are much more complicated and difficult, both in making the proper calculations to insure the exact thickness or pitch of the threads, and in grinding and setting the tool so as to get the correct cutting angles and clearance.
Boring bars may be used in various ways. They may be supported on both centers and the work they are to bore strapped to the carriage. They may have one end fitted to the taper hole in the head spindle and the other end carried by the tail-stock center and the work held as before. Or, the boring bar may similarly be held in the tail-stock spindle and the opposite end supported in a bushing, in the center hole of the main spindle, while the work may be carried in one of two ways. That is, it may be strapped to the face-plate, or held in a chuck; or; if comparatively long, cylindrical work, it may have one end held in a chuck and the other supported by a center rest.
The author once had a job of this kind to do and it was accomplished successfully by the arrangement described and illustrated as follows:
Given the task of boring a 5 1/8-inch hole endwise through a hard steel spindle 7 1/2 inches in diameter and 5 feet long, with a large and powerful boring lathe, such as is used on gun work, and the work would be comparatively easy and rapid. Having only the equipment of an ordinary machine shop, the case becomes more serious. In the regular course of business such a job was required to be done, and the work was performed perfectly and expeditiously, as will be described.
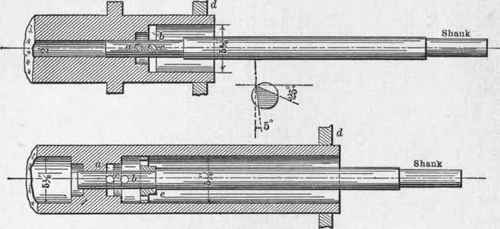
Fig. 222. - Boring Bar for a Long Hole.
Fortunately, a boring lathe was at hand, fitted with a chuck and provided with a sliding carriage, operated by an automatic feed and designed to bore a 2 1/2-inch hole, 25 inches deep. One end of the spindle to be bored was fixed in the chuck and the other run in the jaws of a center rest, as shown at d, Fig. 222.
Continue to:
My Books

