Rapid Change Gear Mechanisms. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Rapid Change Gear Mechanisms. Part 4
Figure 180 shows the quick change gear cut entirely out, and ordinary change-gears used. It shows also on an enlarged scale the plunger and sliding key whereby one of the three gears C may be keyed to the shaft, allowing the other two to rotate loosely. The knurled knob can be taken off, allowing a gear of any required size to be put on the lead screw. The three gears are fitted with tool steel bushings, hardened and ground. The center gear has a keyway cut through, and each of the outside gears a keyway cut on one side only, allowing the knurled knob and plunger to be pulled in, out, or to central position. A spring pin holds the plunger when set.
The locking device for the handle which controls the position of gear B is shown at H, Fig. 179, and consists of a shoe with a semicircular recess at the end which snaps under the heads of the locking screws, each screw head being of a conical form, as in the enlarged detail at P, Fig. 180, to fill a cavity in the under side of the controlling handle.
The screws can be raised and lowered to allow the gear in the frame to mesh correctly with the gears of the case, thereby enabling the operator to use gears other than those ordinarily used, simply by adjusting the screws until the gears mesh properly. The relative positions of the eight screws will be seen in the front view near A, Fig. 178
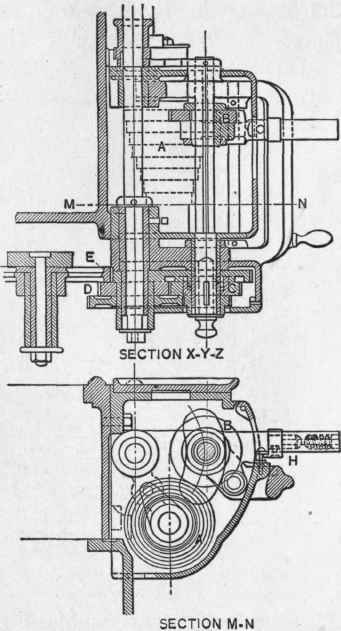
Fig. 179. - Sectional Views of Bradford Rapid Change Gear Device.
The threads cut with this gear range from 3 to 46 per inch, the screw-cutting feeds being 4½ times the feeds for turning.
The quick change gear device shown in section in Fig. 182, and in front elevation in Fig. 181, is the invention of Joseph Judd, a draftsman employed by the New Haven Manufacturing Company.
It is unique in that in all other efforts at devising a quick change gear mechanism the shafts have been located parallel to each other.

Sectional View
Fig. 180. - Sectional View of Bradford Rapid Change Gear Device.
After much study of the subject in conjunction with the author, and after all former devices known in the patent office had been thoroughly investigated and studied and their features carefully classified, after they had in fact all been dissected, as it were, the question of obtaining the most simple and direct acting device was sought by the process of elimination of the undesirable features of other devices, and Mr. Judd hit upon the idea of making the faces of the gears composing the "cone gears" slightly inclined instead of straight, and thus make it in reality what it had been before in name, a veritable cone of gears.
While this form is not theoretically correct the difference is very slight when applied to a full-sized gear, and the device operates much more smoothly than many would suppose.
The device includes a cone of gears composed of seven members L, and mounted upon the lead screw shaft P, to which they are fixed. Above this cone of gears is a pinion B, with an equally inclined face, and mounted upon the quill G so that it can be moved longitudinally to permit of its being engaged with any one of the seven gears below it. The quill or sleeve G is splined so that the pinion B may slide upon it, but must turn with it, in order to convey motion to the pinion B. The quill G is driven by the beveled pinion F keyed on the end. The pinion F, in turn, receives its motion from the beveled pinion E, which is mounted on the change-gear shaft D, and which carries at its outer end the change-gear C. The shaft H, supporting the quill G, is mounted in two eccentrics J, J, which give the beveled pinion B an in-and out motion relative to the nest of gears when manipulated by the handle K for changing the gear ratio.
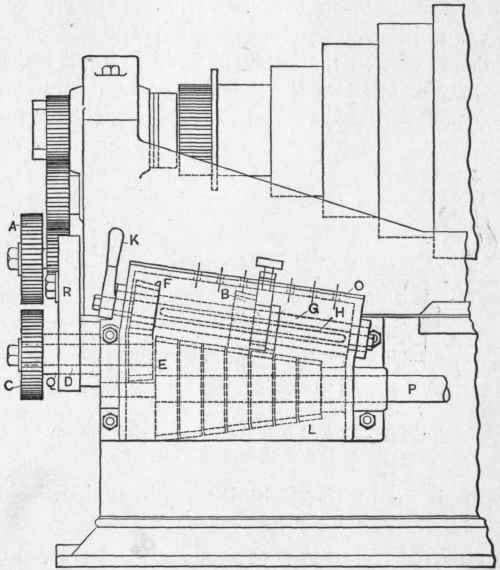
Fig. 181. - Front Elevation of Quick Change Gear Device, built by the New Haven Manufacturing Company.
The sliding pinion B is moved longitudinally to the position indicated by the index plate for the desired thread or feed, by means of the knob M, and after being engaged with the 'desired gear is held in position by the pin N. This pin enters a hole marked with the number of teeth of the gear with which the pinion is engaged, being, for instance, 48 in the engraving. This provides quick changes by steps between and including the ratio 32 to 56.
For wider ranges on the lathes of 32-inch swing and larger, a stud-plate R is mounted on the hub Q at the left end of the gear box 0, carrying gears so arranged that threads from 2 to 14 may be cut, or feeds from 8 to 56 obtained without changing the position of the intermediate stud, the gears being so porportioned that as one is removed from the change-gear shaft E, it is used as the intermediate gear, and so on.

Fig. 182. - Longitudinal Section of New Haven Quick Change Gear Device.
Open washers are used on the ends of the studs so that no nuts have to be removed, thus making this portion of the change easily and quickly effected.
On lathes of 18 to 28-inch swing, inclusive, four additional changes are provided. This is effected by adjusting gear A longitudinally, permitting it to be meshed with either of the intermediate gears, the intermediate gear in this case being compound; and by mounting two gears at C on the change gear shaft.
These gears are of different diameters and both mesh with the compound intermediate gear. A sliding spring key is provided by which either gear can be thrown into clutch with the shaft, thus giving the four changes without changing gears, the stud-plate having to be shifted on its pivot for two of the changes.

Fig. 183. - Front Elevation of Newton's Quick Change Gear Device.
Continue to:
My Books

