Rapid Change Gear Mechanisms. Part 5
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Rapid Change Gear Mechanisms. Part 5
This gives a range from 1 to 15 threads per inch and feeds from 4 to 60 per inch inclusive. By changing gear A, the other changes, of course, are readily obtained.
It will be noticed that the device is very compact and very simple, requiring a less number of gears and other operative parts than almost any device adapted to give a like number of useful changes.
Figure 183 is a front elevation and Fig. 184 a partial cross section of the quick change gear device invented by Albert E. Newton and applied to the lathes built by the Prentice Brothers Company.
The inventor has directed his efforts to the production of an improved change speed gearing of suitable form for economical manufacture and installation and which would be conveniently handled to actuate the feed rod or the lead screw.
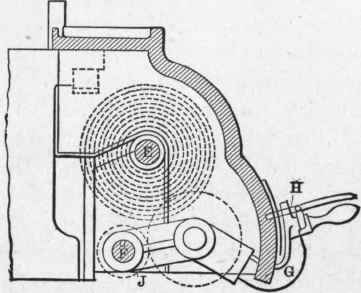
Fig. 184. - Partial Cross Section of Newton's Quick Change Gear Device.
The construction and operation of the device is as follows :
The lathe carriage may be actuated by the usual feed rod A or may be driven by the lead screw B when screw cutting. There is a bearing in the rear end of the head-stock for the shaft C and this is driven from the spindle through the usual tumbler gears arranged for the handy reversal of the shaft.
There are three gears fastened to the shaft C and there is a sweep D having a transverse slot fitting a bolt threaded into the end of the lathe bed. The sweep or stud-plate can be turned about its supporting hub and fixed in any position to which it is adjusted. By this means an intermediate gear can be put in mesh with any two of the six gears shown, and this forms a very convenient arrangement for a three-speed connection and avoids the use of an interchangeable set of gears at this point, the change being made with gears already in position for the purpose.
As will be noticed, the intermediate gear need be no greater in width than any of the six gears with which it meshes.
A countershaft E carries a series of gears. On the shaft F is a forked lever G, and between the arms of the latter is a pinion J with a key engaging the keyway cut in F. An intermediate gear in mesh with the pinion, is journaled on the stud extending between the parts of the forked lever G. The end of this lever is turned upward and is provided with a handle. A pin H is fitted in the ear extending from the lever and is controlled by a spring-pressed trigger carried by the handle.
A cover plate is secured to the bed to form a box over the change-gears, and the front lower edge of the plate, as illustrated in Fig. 183 has a guiding rib supporting the pin H. A series of holes is bored in the cover plate and in line with the gear-wheels. The forked lever G and the pinion J can be slid along the shaft F, and opposite the proper gear the handle may be lifted and locked in place by means of the pin H.
The end of the countershaft E projects through the right-hand journal and has a keyway cut in it. A slip pinion K is fitted on this projecting end and has a key engaging the keyway. A gear N is on the end of the lead screw B. The gear L has a hub fitted in the bearing supporting the left-hand end of the feed rod A. The gear L is provided with clutch teeth to match teeth on a clutch M arranged at the end of the rod A.
A spring normally keeps the toothed parts in contact. An adjustable collar on the feed rod enables the carriage to be automatically stopped when a predetermined point in the travel is reached. The slip pinion K on the end of the countershaft E can be adjusted to engage either the gear N on the lead screw or the gear L that actuates the feed rod.
The step gearing on the countershaft E permits the same change speed gearing to drive the feed rod or the lead screw and that when either member is in use the other is idle. The arrangement of the countershaft E and the shaft F allows them and their gearing to be assembled on the bench.

Fig. 185. - Front Elevation of Flather's Quick Change Gear Device.
The lead screw and the feed rod can be applied to the machine by bolting the brackets which support the lathe to the bed. Then the supporting bracket is put in position so that the triple gears will come in the same plane with their mates, and that the countershaft E will be in line for the engagement of the slip pinion K with either gears M or N.
Figure 185 gives a front elevation and Fig. 186 a rear elevation of the Flather quick change gear device, which is a simple and practical device and apparently well adapted for the purpose, as most of their devices are and have been for many years.
From here the motion is transmitted by a train of gears, which will be described later, to the gear D, which drives shaft A in the feed box. This shaft is cut for a part of its length with teeth to form a long pinion, and on this portion slides the lever E. The shaft B carries the cone of gears usual in arrangements of this kind, and pivoted in the lever E, but not shown in any of these cuts, is the usual intermediate gear, which meshes with the teeth cut in the shaft A, and can be brought into mesh with any of the series of gears on the shaft B.
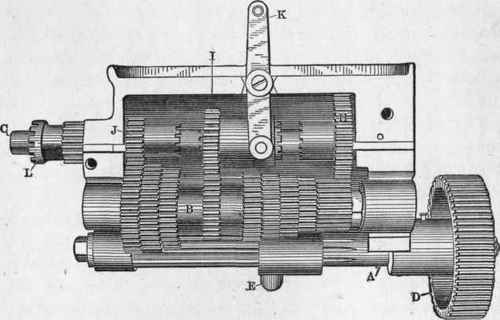
Fig. 186. - Rear Elevation of Flather's Quick Change Gear Device.
The locking pin F locates the lever in each of its different positions by entering into the appropriate hole drilled in the face of the gear box. G is a steel plate fastened to the lower edge of the box, and provided with a notch to match each locking pin hole. A projection on the inside of the lever E enters one of these notches, and prevents the lever from being shifted along the shaft until the intermediate gear has been dropped clear of the gears on the shaft B.
A new feature in this device is the fact that means are provided in the gear box for giving three different speeds to the feed rod or lead screw for each position of lever F. The shaft C has turning loosely upon it two gears, H and J, whose hubs are cut to the form of clutch teeth. Between these two gears is a third one marked I, which has clutch teeth at both ends of its hub, and is splined to the shaft, but free to move endwise. An endwise movement is given to it through the lever K, which projects through the top of the box.
When in the position shown, the motion is evidently transmitted from shaft B to shaft C through the gear I, and its mating gear in the series on the shaft B. The gear I may be thrown either to the right or left, and thus be disengaged from its mate, but connected by the clutch teeth on its hub with either of the gears H or J. As these are run by their corresponding drivers at different rates of speed, each position of the lever E, by shifting lever K, will give three different speeds, or twenty-seven in all. This is the usual way of changing the turning feeds in the shop of the manufacturer; the lever E being located at a suitable station, the roughing and finishing feeds are obtained by the lever K.
The gear I has a spring pin in its hub which engages suitable depressions in shaft C, and thus prevents the lever K from being jarred out of position. The shaft C is extended through the gear box and carries a pinion and clutch L, which may be moved to the right to engage the clutch on the lead screw, or moved to the left to mesh with the gear on the feed-shaft.
• The 27 feeds and threads mentioned are further increased to 54 by means of a sliding gear which meshes with the wide-faced gear D and is moved in or out by the projecting hub seen at M. Suitable gearing in the case N alters the ratio of rotation for these two positions. While this arrangement gives 54 feeds varying from 7 to 448 per inch, the threads from 2 to 128, the range is still further extended to permit the cutting of odd threads, metric pitches, etc., since the gear D may be removed and one of any suitable number of teeth inserted in its place.
Continue to:
My Books

