Regular Turret Lathes. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Regular Turret Lathes. Part 4
Another notable machine brought out by the Pratt & Whitney is their 3 x 36 turret lathe; that is, a lathe capable of handling a 3-inch bar of round stock and in which the turret has a run of 36 inches. The machine is well shown in perspective in Fig. 290 and a plan of it is given in Fig. 291.
As may be assumed from its capacity it is a very rigid machine in which the bed, head-stock and pan are cast in one piece. On account of the great quantity of oil that is necessary to use upon it when machining bar stock, the bed is set in a pan of ample proportions and well supported on heavy legs, those under the head-stock being very broad and furnishing a support under the entire length of the head-stock. The compound casting for bed, head-stock, and pan is shown in Fig. 291.

Fig. 290. - 3x 36-inch Turret Lathe, built by the Pratt & Whitney Company.
One of the new features of the machine is the chuck, which is arranged to handle bar stock considerably above or below size with the same gripping force as if the bar were true to size. This is a feature of much value in machining the larger sizes of rough stock in which there is usually considerable variation in the diameter even at different points along the same bar, as well as the frequent occur-rance of slight bends in the bar that render it difficult to handle in the ordinary turret lathe chuck.
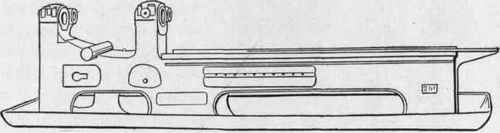
Fig. 291. - The Single Casting Combining the Bed, Head-Stock and Pan of the Pratt & Whitney Turret Lathe.
This machine is regularly driven by a three-step cone pulley adapted for broad, double belts. This cone pulley, in conjunction with the double friction back gears and a three-speed countershaft of improved design, gives to the main spindle twenty-seven speeds, or nine for each step of the cone. These nine different speeds with an open belt range from 78 to 550 revolutions per minute, and the eighteen back gear speeds run from 9 3/10 to 182 revolutions per minute. This great range of speed adapts the machine to handling all work, not only from 3 inches in diameter down, but all classes of materials as well, so that it does its work under a very large range of conditions and circumstances.
The turret slide has power feed for turning lengths up to 36 inches, and the driving device for the feed mechanism for the turret and cross-slides is by means of a silent chain which is driven from a sprocket wheel on the spindle, from whence it leads down to a gear box containing the variable speed gears for giving the different rates of feed. The shaft for operating the turret and cross-slide located at the rear of the bed, and the gear box mechanism is operated by the two short levers in front of the head-stock as seen in Fig. 290, and by which four rates of feed in either direction are obtained for either the turret slide or the cross-slide. The turret feeds range from .007 to 0.23 inches and those of the cross-slide from .0014 to .004 inches per revolution of the main spindle.
There are dovetailed upper and lower edges on the hexagonal turret faces, to which tools may be rigidly clamped, and each tool is provided with an independent stop which is carried in an adjustable bracket fixed to the front of the bed.
By referring to the plan view of the machine in Fig. 292, at X, it will be seen that there are six stops placed side by side in the bracket above referred to. Each one of these, when adjusted, is held by an independent screw. As the turret is rotated a cam at the bottom operates an arm carried on a rock-shaft at the side of the turret slide and swings it into line with the proper stop in the bracket. This rocker arm, or turret stop, is always rigidly supported, as in all positions the rear face rests against a machined surface on the slide.
The cross-slide carries two tool-posts of good design for holding tools rigidly, and may be adjusted at any point along the bed that the work requires by a hand wheel at the front end of the head-stock
The peculiar construction of the chuck referred to above is worthy of special attention and may be understood by reference to the sectional engravings and the following description of its mechanism. In Fig. 293 is shown a section of the chuck and its related parts, and in Fig. 294 its operative mechanism. In the former engraving D is a portion of the nose of the spindle, and E the cap screwing on over it. G is the chuck jaws and H the closing collar. This collar as well as the jaws of the chuck and the wearing surfaces of the cap are hardened and ground, and the rear end of the latter is made a sliding fit in the spindle bore, while its front end is ground to a sliding fit in the ring F, which is hardened and forced into the nose of the spindle D, and then ground while the spindle is running in its own journal boxes.
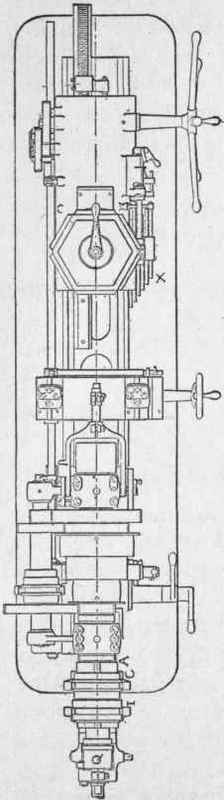
Fig. 292. - Plan of the Pratt & Whitney Turret Lathe.
The chuck jaws have square shoulders abutting against the cap and open and close without end movement, as the spring plugs keep them in contact with the cap when released by the closer. The jaws for each nominal size of stock are adapted to hold bars 3/32 inch over size, or 1/32 inch under size, and anywhere within this range they maintain a parallel grip on the bar. This is due to the fact that the contact between jaws and closer is always a line contact along the middle of each jaw, the surface at either side of this line being relieved so as always to clear the conical seat in the closer.

Fig. 293.-Chuck Construction of the Pratt & Whitney Turret Lathe.

Fig. 294. - Chuck and Rod Feed Mechanism of the Pratt & Whitney-Turret Lathe.
Continue to:
My Books

