Regular Turret Lathes. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Regular Turret Lathes. Part 3
Two sets of independent adjustable stops are provided for each face of the turret, one operating with the longitudinal and the other with the cross travel of the carriage. When the general work which the lathe is expected to do renders these stops superfluous, they may be omitted from the regular equipment.
The geared feeds, both for the longitudinal and the cross cuts, give six changes, any one of which is made instantly available by moving a lever. These feeds are so designed that they will give respectively 4, 7,12, 16, 28, and 48 to the inch for every revolution of the main spindle; that is, the spindle will make these various number of revolutions while the feeds advance 1 inch.
The lead screw is provided with the proper gears for cutting 2, 3, 4, 5, 6, 7, 8, 9,10,11 1/2, 12, and 14 threads per inch. Finer threads than these are not likely to be required on a lathe of the capacity of this one.
There is a taper turning attachment for turning tapers up to 3 inches per foot, which is furnished only when specially required.
The machine is driven from a triple friction countershaft which has 16-inch pulleys adapted for a 4 1/2-inch belt. One of these pulleys runs at a speed of 100 revolutions per minute and the other at 140, which gives twelve spindle speeds ranging from 53 to 264 per minute without the back gears, and from 7 to 30 revolutions per minute when the back gears are in use. A third pulley is designed to run the spindle backwards.
The weight of this machine is 4,500 pounds, which shows its substantial and massive character.
This firm make a variety of styles and sizes of turret lathes adapted to a large class of products.
The Bullard Machine Tool Company enjoy a reputation for turning out first-class machines. This applies equally to the design, the material, and the workmanship.
In Fig. 289 is shown one of their 26-inch swing complete turret lathes, or as might be more comprehensively termed, turret machines The machine is of massive design, the bed deep and strongly braced. It is provided with heavy top members or tracks, carrying broad V's, and surrounded by a proper pan for catching and carrying off whatever lubricating material is used. The bed is well supported at the head end by a broad cabinet, made long enough to furnish a solid support under the front box of the main spindle. At the rear end, where much less support is required, a leg is deemed sufficient.
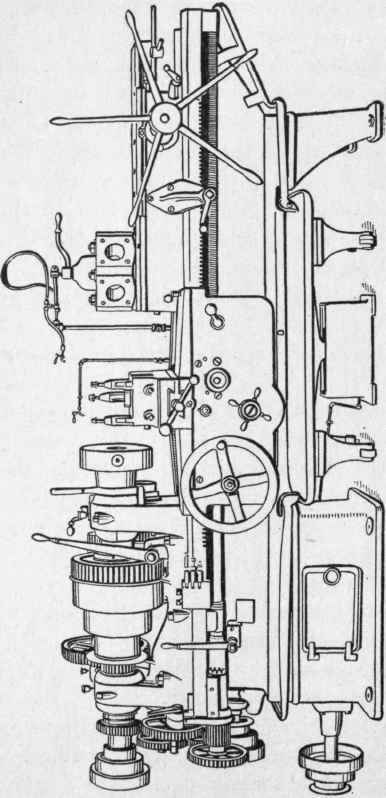
Fig. 289. - 26-inch Turret Lathe, built by the Bullard Machine Tool Company.
The head-stock is of ample length to furnish large housings for the main spindle boxes, as well as sufficient space for a three-step cone of liberal dimensions and the necessary back gears, clutches, etc. The largest section of the cone is 16 inches in diameter and adapted for a 4 1/2-inch belt. The spindle is bored out to 3 3/8 inches and is fitted with a chuck of suitable design for taking hexagonal, square, or round bars. The spindle is driven by triple gearing and is fitted with a patented friction clutch for instantly changing from belt speeds to either set of gears without stopping. The change to back gears is made by moving the clutch lever, and to the triple gears by means of the lever shown on the back of the front spindle bearing, thus obtaining three speeds from the cone, three through the double train of gears, and three through the triple train of gears, making nine spindle speeds in all.
The carriage is designed to be heavy and strong and has a long bearing upon the bed, to which it is securely gibbed. It is provided with a taper attachment, reversible cross and lateral feeds, which are driven by gearing from a splined lead screw, the thread of which is used only for thread cutting, thus insuring accurate work of this kind. At the front of the bed and directly below the large step of the spindle cone are seen the carriage stops, which are adjustable in a group upon the bed, and independently as the work may require.
The cross-slide is unusually wide and is operated by a screw and a three-ball crank. There are three tool-posts so that forming cuts may be made as well as the usual cutting-off operation performed.
The turret is hexagonal in form and 14 inches across the flat surfaces. The tool holes are 3 1/2 inches diameter and the center stud is drilled with a hole of the same diameter so as to allow a bar to pass entirely through. The tool faces are also drilled with four holes each for use in bolting on large tool-holders. The turret is provided with an automatic feed and trip, and with a patented device for unlocking and revolving it at any point between 8 and 22 inches of its run. It is pivoted upon a long top slide provided with stops at the rear end and may be operated by the automatic feed or by the capstan levers in the usual manner. The top slide is well supported by a long and broad bottom slide or base, firmly clamped at any point on the bed, and moved along the bed by a rack and pinion device.
The lubrication of tools is amply provided for, the lubricant being pumped from a tank on the floor and up through two pipes properly jointed so as to deliver two streams of lubricating compound at a time at the points desired. Situated over this tank and beneath the pan surrounding the bed, is a secondary pan supported on wheels so as to be readily removable when it is desired to clean it out. Into each end of this, oil and chips drip from the two lips seen at the right and left. This feature will be duly appreciated by the operator, who has been accustomed to clean out the pans of the older style machines.
The countershaft has three friction pulleys 20 inches in diameter, for 4 1/2-inch belt, and runs respectively 96 and 144 revolutions per minute forward and 144 revolutions backward. The weight of the entire machine is 9,500 pounds, which is a very liberal weight for a machine of this capacity, and insures great rigidity and strength of its principal parts.
Continue to:
My Books

