Regular Turret Lathes. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Regular Turret Lathes. Part 2
The indexing mechanism of the turret is of the greatest importance, and in this particular point the flat turret lathe seems to have an exceptional advantage. Its index pin is located directly under the working tool, and so close to it that there can be no lost motion between the tool and the locking pin. The turret is turned automatically to each position the instant the tool clears the work on its backward travel, and it is so arranged that by raising and lowering trip screws near the center of the turret it may be turned to three, four, or five of the six places without making any other stops. )

Fig. 286. - 3X 36-inch Flat Turret Lathe, built by Jones & Lamson.
The power feed for the carriage is actuated by a worm-shaft.
The worm is held into its wheel by a latch which is disengaged by the feed stops. There are six feed stops, one for each position of the turret, and they are independently adjustable. This feature of an independent stop for each tool will be appreciated by the users of the other turret lathes, some of which have only one stop for all turret tools. These feed stops are notched flat bars placed side by side in the top of the bed. They also serve as a positive stop.
The head-stock is of such great importance that weakness here would mean a weak link in the chain. Greatest care has been exercised to make the head-stock equal in stiffness to the turret.
The spindle is ground to size, and its phosphor-bronze bearings are scraped to give a perfect contact. A 2 1/8-inch hole extends from end to end, through which the bars of stock pass.
The caps to the spindle bearings are fitted over large hollow posts which make the top half of the box practically as rigid as the lower half.
The cone and large gear are loose on the spindle and connected at will by friction clutches. The large gear is covered with a hood which protects it from chips and dirt, ensuring smooth running. The back gear is placed below the cone in the head, and a triple back gear, when required, is placed beneath the regular back gear. The regular back gear gives a 4 to 1 proportion, and the triple gear makes a 16 to 1 speed. The triple gear is required for all standard screw threads above 1 3/8 inches in diameter, and in chucking work of large diameter.
The die carriage carries a die of any kind, and a pointer for shaping the end of a shaft or bolt. This carriage is mounted on a sliding bar and arranged to swing into working position. It is provided with lugs which take bearing on the top of the cross-slide, which tool must be in operative position when the die carriage is used. The pointing tool may be used as a turner for reducing the stock.
The bed rests on a "three-point" bearing, making it impossible to twist or vary the deflection of the bed by an unsteady or unnatural foundation.
A drainage bed and double overflow reservoir with circular pump are clearly shown in the engraving, and are too simple to need explanation.
The head receives its power through a triple friction countershaft of unusual proportions and running speed. The three friction pulleys are 12 inches in diameter by 4 inches face; two run 300 revolutions per minute, and the remaining, or middle, pulley runs 150 revolutions per minute.
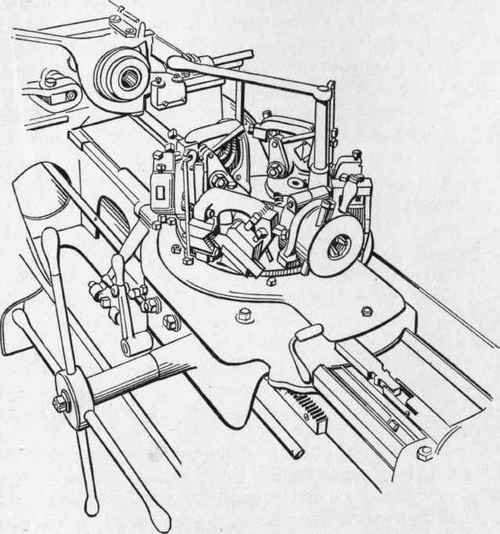
Fig. 287. - Top View of Turret Parts of Jones & Lamson Flat Turret Lathe.
These pulleys have extra long hubs that extend an equal distance each side of the "pull of the belt" (each side of the rim), and perfectly distribute that strain over its entire bearing on the shaft. The shipper rod is so connected that it will act on any one of the three clutches at the will of the operator.
The tools used in this machine are of the usual nature but of improved design in many cases, and are well shown in Fig. 287, as they appear on the machine, in the top view taken from the rear end, and at the front of the machine, looking toward the head-stock.
The machine tools built by Warner & Swasey are known wherever American machines are used as being of good design, good materials, and good workmanship. In fact, some of the finest machine work turned out in this country comes from their shop.
Their turret lathes are no exception to this rule, and in Fig. 288 is shown their 24-inch swing universal turret lathe, which is a good example of a lathe of this type, adapted to a large variety of work such as iron and brass valves, from 3 to 6 inches, gears, pulleys, bearings, machine parts of circular contour, and general chucking work requiring drilling, reaming, and facing.
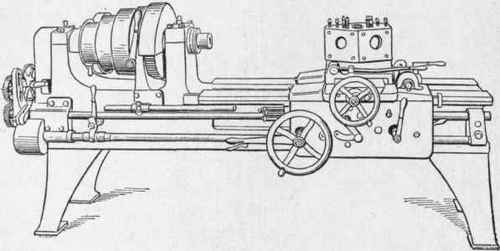
Fig. 288. - 24-inch Universal Turret Lathe, built by Warner & Swasey.
The bed is 8 feet 7 inches long, and is deep and heavily ribbed as it should be in a lathe of this kind. The head-stock is cast in one piece with the bed, rendering it strong and rigid against the weight of the work and the torsional strain of the machining operations. The spindle cone is of three steps, the largest of which is 16 inches in diameter and adapted for a 4-inch belt. The spindle has a 2 1/4-inch hole all the way through. From the end of the spindle nose to the face of the turret is 36 inches when at its extreme position.
The friction back gears give two speeds without stopping the machine, the ratio being 8 to 1.
The turret is hexagonal in form and has a very large bearing upon the carriage. It is 14 inches across flats and has six 3-inch holes, allowing 2 1/2-inch bars to pass through it. The carriage has a longitudinal travel of 32 inches and a cross travel of 12 inches.
Continue to:
My Books

