Spindle Bearings, Back Gears, Triple Gear Mechanism. Part 2
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Spindle Bearings, Back Gears, Triple Gear Mechanism. Part 2
Of course it is assumed in all these remarks that the lathe spindles are made of 50 to 60-point crucible steel, and that they have been accurately ground, as this is the only method by which we can insure the perfect cylindrical form of the bearing that is so necessary to the successful operation of a lathe.
The older form of designing the housing of the head-stock for the reception of the boxes was to have the opening at the head and rear end of square form and covered by a straight bar of cast iron or machine steel, secured at the ends by hexagonal headed cap screws. Later on it was found more economical to make these spaces circular and to have them bored out with a boring bar, the boxes being fitted to the circular opening and capped down, when the inner surface of the box itself was bored out and hand reamed.
For small lathes, such as bench lathes and precision lathes, it is necessary to carefully exclude dirt as well as to have correct bearings, since a good, true bearing will not long remain so if exposed to dust and dirt or even to poor and dirty oil used as a lubricant.
In Fig. 76 is shown a thrust bearing for a light lathe that is provided with an adjustment on both the front and the rear side of the rear housing. This is done by providing the steel collars B, B, threaded to fit the spindle A, so as to allow adjustment at either end, and that one of these collars at each end shall act as a check-nut to the other, while the wear is taken by the loose bronze collars C, C, interposed between the steel collars and the face of the housing.
The faced sides of the housing project to the front and rear a short distance, and this projecting part is threaded and has fitted to it the dust-caps D, D, which may be made of steel, as shown, but are frequently made of brass. They are bored to fit the spindle rather closely so as to more effectually exclude dirt. In some instances it may be advisable to place outside of the outer collar B a felt washer closely fitting the spindle, which will be an effectual means of insuring a clean bearing.
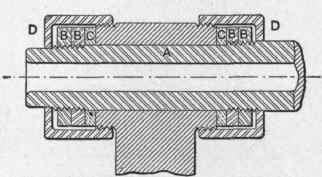
Fig. 76. - Rear Bearing for Small Lathe.
If the thrust on the spindle is considerable, it may be well to interpose two washers so as to decrease the friction, and for still heavier thrusts we have always recourse to the plan of using a steel washer with a bronze one on each side of it, which will in nearly every case be found sufficient even with a very heavy end pressure. In the case given in Fig. 76, it will be noticed that the spindle runs in a reamed hole in the cast iron of the head-stock itself. This has been so arranged purposely and forms a very good bearing when carefully protected from dirt. Such bearings may, of course, be lined with genuine babbitt metal or with brass, bronze, or any of the so-called "anti-friction metals."
In an extended series of experiments, the purpose of which was to ascertain the best materials for a shaft and a box running at high speeds, in this case 7000 to 8000 revolutions per minute, it was demonstrated that a hardened and ground tool steel spindle, running in a box of cast tin, bored, reamed, and scraped, would far outlast any of the dozen or more materials tested. The inner surface of the box soon took on a glaze that was nearly black and very glossy, and this was retained during over a year's wear to the author's personal knowledge, and probably much longer. In this series of experiments a steel shaft and steel box was ruined in less than an hour's run.

Fig. 77. - Involute Front Bearing.
Hitherto attention has been directed to straight or cylindrical bearings, that is, those of the same diameter at both ends. Where a very accurate bearing is required, and one that will stand a great amount of wear and still maintain its correct alignment, the involute bearing shown in Fig. 77 is the proper form. About one half the length of this bearing may be a straight line, but conical, inclined two degrees from the axis. The remainder of the length has either an involute or elliptic form to a diameter 60 per cent larger than the small end of the bearing. The involute form is preferable, while the "Schiele curve" is, of course, the ideal contour. The spindle is held in place by the collars B, B, threaded upon the spindle A, and a bronze washer C, interposed to eliminate friction. While this is theoretically correct and entirely practicable, it is an expensive bearing to make and to fit up in small numbers, and when special tools are made for it they are expensive to maintain.
For these reasons there was designed a sort of compromise form which is shown in Fig. 78, and which is not subject to the disadvantages referred to above. The conical portion has an inclination of three degrees with the axis, and the angle at the large end is twenty degrees from a right angle with the axis. In practice it is much more economically made and fitted and answers all conditions nearly as well.
The arrangements for taking up wear are the same as those shown in Fig. 77. In neither case is a thrust bearing required at the rear box. In some respects, particularly in small lathes, this is considered the better practice.
In Fig. 79 is shown another form of adjustable bearing which, like the designs shown in Figs. 77 and 78, has the very important advantage of always maintaining the correct alignment of the spindle. One of the difficulties of all spindles running in "split boxes" is that the lower half of the box wears more than the cap and consequently the spindle is gradually but surely wearing lower. This is corrected by placing pieces of paper or very thin metal under the lower box. But as sufficient attention is seldom given to this point in keeping a lathe in proper condition, it is most unusual to find a lathe whose centers are in perfect alignment.

Fig. 78. - Conical Front Bearing.

Fig. 79.-Adjustable Conical Front Bearing.
Continue to:
My Books

