Spindle Bearings, Back Gears, Triple Gear Mechanism. Part 3
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Spindle Bearings, Back Gears, Triple Gear Mechanism. Part 3
In the present case the spindle A is cylindrical, that is, with no taper, and runs in a hard bronze sleeve B, which has a taper of two degrees on each side and fits closely in the taper reamed hole in the head-stock housing. This bronze sleeve is split through its length and arranged to be drawn into the taper hole by means of two nuts C, C, threaded upon its small end. One of these nuts acts as a check-nut to the other. Therefore the bronze sleeve may always be drawn as tightly around the spindle bearing as may be desired, and effectually held in that position. As the compression is the same through the entire circumference, the spindle will retain its central position and correct alignment even after a very considerable amount of wear, and a new bronze sleeve may be readily fitted when the first one is worn out. This substitution is not only economical but the exact alignment is still preserved.
It may be argued that this sleeve, like the split box, will wear most at the bottom. This is perfectly correct, but an occasional turning of the sleeve through a quarter or a sixth of a revolution, effectually corrects this tendency.
As shown in Fig. 79, this bearing is protected by dust-caps or rings D, D, which may still further be reinforced by the introduction of felt washers.
However these bearings are made and whatever care may be exercised in machining and fitting the boxes or in securing a correct alignment of the circular or square receptacles in the housings for receiving the boxes, it will be found generally necessary and always safe and advisable to "line-ream" the boxes after they are in place and securely clamped. This is done by fixing very carefully ground shell reamers upon a perfectly true arbor or mandrel, and hand reaming both boxes at the same time. The previous diameters should have been made very close to the finished dimensions so as to leave as little as possible to ream by hand. Really the cutting edges of the reamer should barely scrape out a very trifle of the metal. In fact, it should be rather a scraping than a reaming job, but it will generally be found in practice that the reamer will scrape a little harder in one place than in another, showing the practical necessity for its use.
In the drawings illustrating the different forms of bearings and spindles the devices by which the journals are lubricated have been omitted so as not to confuse the question. The matter of lubrication is, however, an important one, and will next claim our attention.
In many cases the spindle bearings are lubricated by means of a simple oil hole closed by a plug of brass. In others a short vertical tube is inserted and covered by a cap which entirely encloses it. In still others the "plain brass oil cup"is used, that is, a simple receptacle, usually urn-shaped, whose top is closed by a cover screwing into it. Again, various patented devices are employed, ranging all the way through "good, bad, and indifferent," whose object is to furnish easy access to the oil tube and to provide, in many cases, for the automatic closing of the oil tube or reservoir for the purpose of excluding dirt.
An improvement upon the plain brass oil cup is shown in Fig. 80. This improvement consists in the introduction of a vertical tube A, whose lower end opens into the hole leading to the journal bearing. This tube is fitted with a wick B, whose lower end rests upon the journal C, and whose upper end is coiled loosely about in the oil chamber. When the oil in the reservoir is above the top of the tube the wick prevents the oil from running down too rapidly. When the oil is below the top"of the tube the wick acts as a siphon and thus insures the lubrication of the bearing.
The use of a wick is resorted to in the next example, shown in Fig. 81. In this case an oil reservoir is formed in the housing of the head-stock A, and a suitable opening in the form of a slot parallel to the axis of the spindle is cut through the lower box. Into this is fitted a flat wick B, or piece of coarse soft felt whose upper edge rests against the bottom of the journal C, and whose lower end is immersed in the oil filling the reservoir. Capillary attraction is depended upon for drawing the oil up to the bearing, although with oil at the height shown in the cross section, on the right of Fig. 81, the oil is gradually forced up to the under side of the journal.
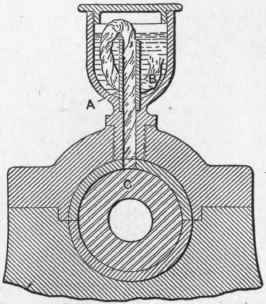
Fig. 80. - Siphon Oil Cup.
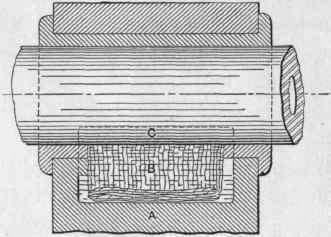
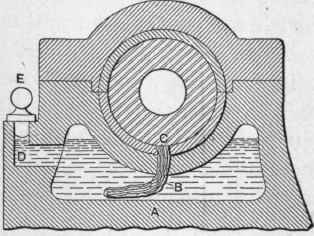
Fig. 81. - Lubrication by Capillary Attraction.
This plan has the advantages of keeping the journal and its lubricant free from dirt; of straining the oil so that any dirt it may contain will not reach the bearing; of providing for a quantity of oil so as to make frequent additions to the supply of oil unnecessary; and of furnishing a handy method of introducing a new supply of oil, by way of the hole D, closed by the stopper E.
In large machines, using a considerable quality of oil, a drain-age tube is provided through which the sediment and dirt may be gotten rid of when necessary. This tube is closed by a stopcock. This method of lubrication is very largely and successfully used in countershaft boxes, which, from . their comparatively inaccessible position are very liable to be neglected in the matter of proper lubrication.
The use of a loose ring for raising oil to the journal bearing is shown in Fig. 82. In this case a loose, flat ring B, of considerable larger inside diameter than the diameter of the journal C, is placed around it and allowed to hang down into the oil in a reservoir formed in the head-stock A, similar to that shown in Fig. 81. The revolution of the spindle is usually sufficient to keep the ring in motion so as to draw up a sufficient supply of oil to lubricate the bearing. In this case, also, oil may be introduced through the hole D, usually closed by the stopper E. One ring is sufficient for a bearing and is placed in the center of it, the box or box lining material being grooved out for this purpose.
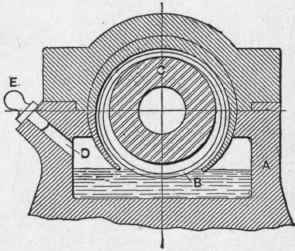
Fig. 82. - Loose Ring Oiler.
Continue to:
My Books

