Spindle Bearings, Back Gears, Triple Gear Mechanism. Part 4
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Spindle Bearings, Back Gears, Triple Gear Mechanism. Part 4
In Fig. 83 is shown a similar device to the above, except that a flat linked chain is used instead of a circular ring. It is obvious that by lengthening the chain it will necessarily dip deeper into the oil than a circular ring possibly could, while the openings in the links of the chain will more readily carry up the oil than will a smooth ring devoid of openings or raised parts. In both the above cases an internal groove is cut in the inside of the journal box to accommodate the ring or chain, and an opening made entirely through at the bottom for the entrance of the oil.
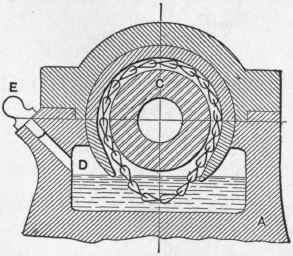
Fig. 83. - The Loose Chain Oiler.
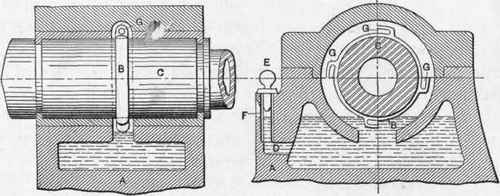
Fig. 84. - The Lodge & Shipley Type of Oiler.
A modification of the ring device is shown in Fig. 84, which illustrates a type of lubrication used in the Lodge & Shipley lathes. It consists of a ring B fixed to the journal and having formed upon it four buckets G, G, G, G, opening in the direction of rotation, whose function is to dip up the oil as they pass through the reservoir and to pour it over the journal as they successively pass over the highest point of their revolution. Suitable ducts distribute the oil length wise of the bearing and return it to the oil reservoir to be used again and again. Thus a positive provision is made for supplying the journal with oil, and the manufacturers assert that a spindle so fitted up will run for a month without a new supply of oil. The oil reservoirs are said to hold about a pint and the supply is introduced through the oil hole D, which is provided with the glass tube F, closed by the stopper E, and through which the height of the oil in the reservoir may be observed through the opening cut in the metal surrounding the glass tube as shown in the engraving.
The practical utility of such a means of lubrication is at once apparent, as the neglect of workmen to attend to the proper lubrication of lathe spindles, as well as many other parts of the machine where oil is necessary, is one of the most fruitful sources of lathe difficulties that occur. And a spindle that has been allowed to "run dry" and its finely ground and polished surface to become cut and "roughed up" is very difficult to ever get in as good working condition again as before this kind of abuse happened.
The author has known of instances where the designer had provided an oil reservoir which had been filled when the lathe was being tested and which had operated well and lubricated abundantly. The lathe was shipped to a customer, set up and run, and in a few months the parts returned completely destroyed from lack of lubrication, the fact being evident that no oil had ever been placed in the reservoir when the supply first introduced, as above stated, was exhausted. Such neglect of the most ordinary precautions is a good illustration of the very poor shop conditions which still exist in some otherwise well-managed shops.
The gearing in the head-stock of a lathe by which the speed of the spindle is varied is in general terms called the "back gearing," since the purpose of it is to "gear back," that is, to reduce the speed of the spindle.
There are three methods of changing the speed of the spindle, namely: by running the driving-belt on the different steps of the cone; by means of the usual back gearing; and by means of what might be termed a secondary back gear, or as generally termed the "triple gear." This is by some manufacturers of lathes called the "double back gear."
In Fig. 85 is shown a diagram of the driving mechanism of a back geared engine lathe. At the top of the engraving is shown the countershaft cone A, as this performs an important part in the changing of speeds. The spindle cone B runs loose upon the lathe spindle and is fixed to it at will by a lock bolt passing through the face gear C, which is permanently keyed to the spindle. Upon the small end of the cone is fixed the cone pinion D, which meshes into the back gear E, which is fixed at one end of the back gear quill, or sleeve G, which carries at its opposite end the quill pinion F. This quill runs freely upon a shaft called the back gear shaft, which is provided at each end with eccentric bearings, and at one end a lever for operating them, by means of which the back gear quill G, with the back gear E and quill pinion F, may be thrown out of engagement with the cone pinion D and the face gear C.
Countershaft, 140 R.P.M.

Fig. 85. - Diagram of the Driving Mechanism of a Back Geared Lathe.
The operation of the device is as follows: the cone B, rotating the cone pinion D at a certain speed, and the back gear E being engaged with it, will rotate the latter at a speed proportional to the number of teeth in the two gears. In this case the cone pinion D having 32 teeth, and the back gear E having 88 teeth, the ratio of their respective revolutions will be as 2 3/4 to 1; therefore, if the cone were running at 275 r.p.m.(revolutions per minute), the back-gear quill would run at 100. This speed is still further reduced by the quill' pinion F and the face gear C. These two have respectively 24 and 96 teeth and consequently a ratio of 4 to 1, so that the spindle speed, by the introduction of the back gears and the withdrawal of the lock bolt attaching the cone B and the face gear C to each other, will be reduced to 25 revolutions.
Therefore, if we divide the revolutions per minute of the spindle cone by the ratio of the cone pinion with the back gear multiplied by the ratio of the quill pinion with the face gear, we obtain the spindle speed. Or, in detail, in this case, 88 ÷ 32 = 2.75, and 96 ÷ 24 = 4, and 2.75 X 4 = 11, which is the combined ratio or the normal back gear ratio. In short, the cone speed divided by the back gear ratio will give the spindle speed, thus: 275÷ 11 = 25.
Continue to:
My Books

