Spindle Bearings, Back Gears, Triple Gear Mechanism. Part 5
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Spindle Bearings, Back Gears, Triple Gear Mechanism. Part 5
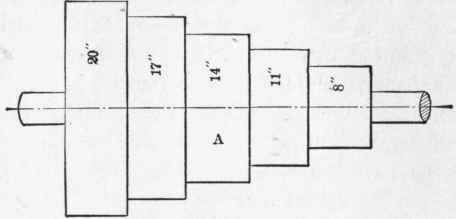
The various speeds given to the spindle cone by belt changes depend, of course, upon the porportions of the diameters of the various steps of the cone. When there are five steps on the cone, the central step on each cone is usually of the same diameter, and as the two cones are generally cast from the same pattern, so far as the outer shell is concerned, it is simply a question of reversing one so that the belt shall be on the largest step of one and the smallest end of the other, or the intermediate step above or below the central step.
In the diagram shown the steps are respectively 20, 17, 14, 11, and 8 inches in diameter, and the ratios as follows, viz.: 20 to 8 = 2.5; 17 to 11 = 1.545. These ratios multiplied or divided (according as to whether the step on the countershaft cone is larger or smaller than the one used on the spindle cone) by the revolutions per minute of the countershaft will give the various cone speeds.
Countershaft 2, 140 R.P.M.
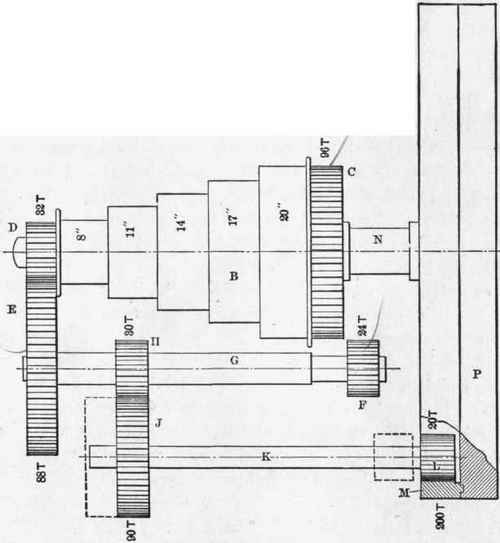
Fig. 86. - Diagram of the Driving Mechanism of a Triple Geared Lathe.
Figure 86 is a diagram of the driving mechanism of a triple geared lathe. So far as the countershaft cone, spindle cone, and the back gearing are concerned it is identical with the mechanism shown in Fig. 85, except that the quill pinion E is so constructed as to slide out of engagement with the face gear, and also that there is a third gear on the back gear quill G, namely the pinion H, which engages the gear J fixed to the triple gear shaft K, which also carries the internal gear pinion L, which in turn engages the internal gear M fixed to the back of the face-plate P, which is attached to the front end or nose of the lathe spindle N.
The triple gear shaft K is adapted to slide endwise in its bearings, and to be retained in either position so as to bring the gear J and pinion L out of engagement with the pinion H and internal gear M when the triple gear is not in use. This position is represented in the engraving by dotted lines.
As the pinion H has 30 teeth and the triple gear J has 90 teeth, the ratio existing between them is 3. And as the pinion L has 20 teeth and the internal gear has 200, their ratio is 10. Therefore, these two ratios multiplied together is 30, which multiplied by the ratio of 2.75, existing between the cone pinion D and the back gear E, produces 82.5, which is the triple gear ratio. It will be noticed that in this calculation the face gear C and quill pinion F are not taken into account, as they are not engaged when the triple gear is in operation.
The following summary of back gear and triple gear, as well as cone conditions, is given for convenient reference:
Cone diameters, 8, 11, 14, 17, and 20 inches.
Countershaft speed, 140 revolutions per minute.
Cone pinion, 32 teeth; back gear, 88 teeth; ratio, 2.75.
Quill pinion, 24 teeth; face gear, 96 teeth; ratio, 4.
Combined ratio, or back gear ratio, 11.
Triple gear pinion, 30 teeth; triple gear, 90 teeth; ratio, 3.
Internal gear pinion, 20 teeth; internal gear, 200 teeth; ratio, 10.
Combined ratio of the triple gearing alone, 30.
Triple gear ratio, including first back gear ratio, and as is usually given, 82.5.
The spindle speeds, with the countershaft running at 140 r.p.m., are given in the following table:
Cone speeds Back Gears and Triple Gears not in use. | Back Gear speeds; Triple Gears not in use. | Triple Gear speeds, including first Back Gear. |
56.90 | 5.09 | .690 |
97.08 | 8.82 | 1.175 |
140.00 | 12.72 | 1.696 |
216.30 | 19.63 | 2.621 |
350.00 | 31.81 | 4.240 |
To graphically illustrate the spindle speeds the diagram in Fig. 87 is given. The principal curve beginning at the bottom of the diagram shows the five cone speeds and the five back gear speeds, while the diagram at the top on a much larger scale gives the five triple gear speeds. From this diagram a good idea of the proportions and the regular progression of speeds may be obtained. While the progression of speeds shown are those proper under the circumstances, it will be found that there are many lathes in the market in which they are not realized, often, doubtless, owing to careless designing. In making this statement it is not meant that the slowest and the fastest obtainable speeds are not proper.. It does not mean that the high speeds are not fast enough, since we can readily get a faster speed by speeding up the countershaft. In the same way we may obtain a slower range of speeds by reducing the speed of the countershaft.
But what is meant is that as between the three series of speeds known as cone speeds (or open belt speeds), back gear speeds, and triple gear speeds, there will be too much of a break between these divisions or groups, or there will be an overlapping of speeds so that one or two speeds of one group are very nearly duplicated in the next higher or lower. In this way a triple geared lathe of nominally fifteen speeds will give but thirteen practically different speeds. In the example given in Fig. 87 it will be noticed that the speeds rise in a very regular progression, the numbers up the sides of the diagram giving the speeds and those beneath giving the serial number of the fifteen speeds from slowest to fastest.
To illustrate some of the common faults in the designing of back gears, attention is directed to the four examples shown in Figs. 88, 89, 90, and 91.
In Fig. 88, there is too much of an increase of speed between the fastest speed of the back gear and the slowest of the cone speed. This amounts to a difference of 47 revolutions, as the former is 48.9, and the latter 96. The entire range of speeds is:

Fig. 87. - Speed Curves of a Triple Geared Lathe.
Cone Speeds | 395 |
234 | |
149 | |
96 |
Back Gear Speeds | 48.9 |
29. | |
18.4 | |
11.9 |
The countershaft runs 130 revolutions per minute. The back gear ratio is 8.08 to 1.
Continue to:
My Books

