Use Of Combination Lathe Dogs
Description
This section is from the book "Lathe Design, Construction And Operation, With Practical Examples Of The Lathe Work", by Oscar E. Perrigo. Also available from Amazon: Lathe Design: Construction And Operation.
Use Of Combination Lathe Dogs
Sometimes in the overhaul it is found that the crankpin is worn oval and will not yield to ordinary methods, and when such is the case a light cut is taken. The Strasburger Manufacturing Company is marketing combination lathe dogs, which are shown at Fig. 340 and these members are adjustable from 2 to 6 inches. They are designed for holding all kinds of crankshafts, such as utilized in automobile and marine engines, and other power plants, and can be employed wherever a common lathe dog can be used.
The design illustrated at D is adapted for turning heavy work such as motor truck engine crankshafts, and is adjustable from two to eight inches. It is provided with a screw feed center and gauge, and each type of dog is constructed of the best malleable iron with case hardened steel screws.
The company points out that the turning up of a crankshaft has always been accomplished under certain difficulties except in shops where they are made in large numbers, and where special machines are required. As crankshafts are now forged in nearly all sizes and forms, and may be procured at a reasonable cost in the rough, it is possible to turn these up in the lathe by the following process:
Assuming that a four-throw crankshaft is to be finished, although single and double ones are more common to the average repairman of marine engines. The first step is to center the work, either by laying off and centering in the drill press or in the lathe with the use of a steady rest. The driving dog is fastened at one end and the work placed between centers.
The bearings, front, center and rear, are roughened down to within .065 inch of the finished size. The straight or tailless dog is then fastened on the other end and one-half of the stroke is measured from the center of the crank to the center hole in the adjustable screws and the nuts securely tightened. The work is then placed between the adjustable centers and lined up parallel by running the lathe carriage back and forth.
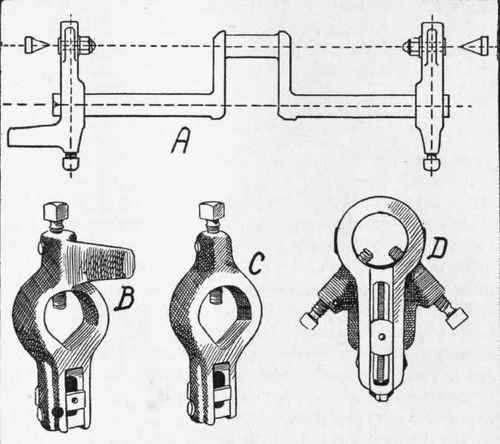
Fig. 340.-How to Use Combination Lathe Dogs for Turning Up Crankshaft.
The second and third pins should be roughened down to within .0625 inch of the finished size. The dogs should now be loosened and the crank given half a turn, the first and fourth pins lined up parallel, and finished to exact size. After this is done the dogs are again loosened and the crank given half a turn back and lined up parallel to finish the second and third pins to exact size.
The four pins are now finished to size, so the straight dog and the counter-balance should be taken off, and the crank placed between centers. The center bearing is then finished to size and the steady rest applied, while the front and rear bearings are being finished to size. Care should be taken not to have the tail stock center too tight during the finishing cuts.
The large face plate should be used for this operation and a weight clamped to it for a counter-balance. If the crank should have a flange on one end, it may be chucked and a four-jaw chuck used instead of the face plate, then only one dog will be necessary. If a heavy cut is desired or the tool should chatter, the steady rest can be used on one pin, while the other pin is being turned down.
Continue to:
My Books

