Description Of The Lathe. Continued
Description
This section is from the book "Turning Lathes", by James Lukin. Also available from Amazon: Turning Lathes: A Guide to Turning, Screw Cutting, Metal Spinning and Ornamental Turning.
Description Of The Lathe. Continued
No. 13 is a four-jawed chuck, of which each jaw is independent of the others, so that work can be held eccentrically when desired. It is an excellent chuck, holding very firmly; it is, in fact, an engineer's chuck, and is seldom of less diameter than 6in. Fig. 1, cup chuck, made in iron or gun-metal, from lin. inside diameter upwards. Before self-centreing chucks were invented, every amateur's Lathe was fitted with a dozen or two of these. They are useful as ever, and a few may well be added; the wood is simply driven into the chuck, and so secured.

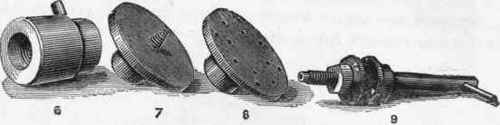
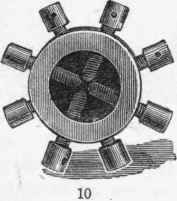
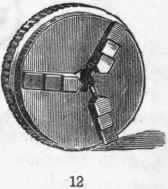
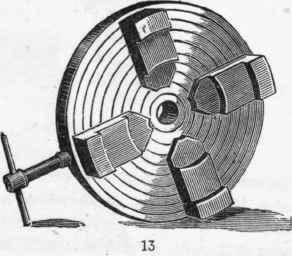
PLATE II. - LATHE CHUCKS.

Fig. 1. - Cup Chuck.
The amateur will soon learn to make boxwood cup chucks, which will prevent any necessity for a large supply of metal ones. These are always very largely used, and are hollowed out to suit any work in hand; they soon accumulate, and when used up are easily replaced. A day at chuck-making affords capital practice; the method is given on a later page. The advantage of a metal chuck is that it always screws up to run truly; it is usually plugged with wood, and this is turned out to the size necessary. Fig. 2, a plain drill chuck, with 3/8 hole; a smaller one fits inside for drills of less diameter in the shank. Fig. 3, face late, used for large work, secured to it by variously shaped clamps and bolts; it is of extensive use for metal-turning. Fig. 4 is a neat little jeweller's chuck for very small saws, circular brushes, and buffs; it also holds drills of small size. Another drill chuck is here shown, called the Essex (Fig. 5). The parts are numbered separately. 1 is the complete chuck with drill. The shank is turned to a gentle taper, or long cone, and fits into a taper hole in a receptacle chuck, truly bored out to a similar angle. 2 is the outer case; 3, the cap, which is conical within, and when screwed on it compresses the jaws (4), of which two sets are supplied, one for very small, and the other for larger drills. 5 is the wrench fitting the hexagonal top of the cap. This is the cheapest of all the adjustable drill chucks, the price being 10s. 6d. It will hold drills up to¼ in. A larger size is made with four jaws, to take drills of ½ in. diameter in the shank. These are the chucks chiefly used for general work, but there are one or two more needing description. That used for turning bars of metal is called a driver chuck, and is composed of two essential parts - viz., the carrier plate, or driver chuck, and the carrier, which is of various forms, but usually like that of Fig. 6. The chuck is like the main or receptacle chuck, a centre point fitting into it; but, made crosswise through it, is a squared hole, receiving a cranked arm, which is secured by a side screw, and is, consequently, adjustable. The bar to be turned is mounted "between centres" - i.e., supported at one end by the point of this chuck, and at the other by the point of the back poppet, shallow holes called hollow centres being drilled at each end, exactly at the respective centres of the ends of the article to be turned. One of the carriers is now selected, which is of suitable size, and this is clamped on the end nearest the mandrel. The tail of this catches the cranked arm of the driver, or pin of the carrier plate, if that form is used, and causes the whole to revolve together. The bar is then turned as far as the tool can reach, and afterwards it is reversed, and the carrier is attached at the finished end, after which that part previously covered by the carrier is turned. When the chuck is made like a face plate with a projecting pin, it is often termed a "catch plate." This is the chuck almost always used for iron bars, and it has this advantage, that, if the hollow centres are left in the ends of the work, it can at any time be re-mounted, and will run as true as before. With other chucks it is always difficult to readjust work centrally.

Fig. 2. - Plain Drill Chuck.
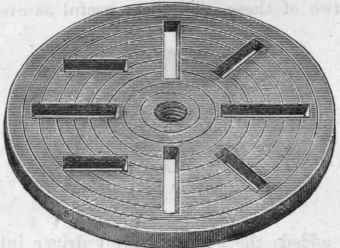
Fig 3. - Face Plate.
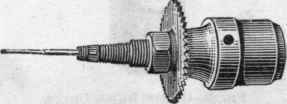
Fig. 4. - The Jeweller's Chuck.

Fig. 5. - The Essex Chuck.

Fig. 6. - Driver, Chuck.

Fig. 7. - Self-centreing Chuck (Wood).
One other deserves mention in this place, on account of its convenience, but it must be always used with the back centre. It is of metal, but easily made of boxwood. It is a cup chuck with thicker walls, and is hollowed out conically, and the inside is then grooved to form ridges. A piece of wood placed in it centres itself and is held by the ridges catching any rough parts sufficiently to resist the action of the turning tool. It is shown by Fig. 7. A block of boxwood thus hollowed, with grooves cut by a gouge, will answer just as well. This is a capital chuck for holding bars of wood for tool handles; a finished piece of work can also be centred in it for polishing or altering. Two or three wooden ones, with conical holes of from lin. to 3in. at their largest diameter, will be serviceable. Sometimes, a chuck is made with a square taper hole an inch or more across the face, and then the bars of wood are squared; but the other will take them without preparation.
Continue to:
My Books

