Wood Turning
Description
This section is from the book "Wood Turning", by George Alexander Ross. Also available from Amazon: Wood Turning.
Wood Turning
The art of turning is one of the most ancient of the handicrafts, and is as important as it is ancient. The machine on which the work is performed is called a lathe.
Primitive lathes and their development.1 The simplest form of lathe of which we have knowledge is supposed to have been constructed something like that shown in Fig. 1. Two uprights supported a crosspiece on which was fastened a tool rest. * On the uprights two pieces of iron with conical points (called centers) were placed so as to support the material which was to be "turned." A rotating motion was transmitted to the material by means of a cord wound around the piece and held tight by means of the bow shown in the figure.
By holding the bow in the left hand and applying a reciprocating motion to it, the material was made to rotate first in one direction, then in another. The tool was held in the right hand and applied to the material as it revolved toward the workman, then slightly withdrawn as it turned in the opposite direction.
This method of turning is used at the present day in Eastern countries. The workman sits on the ground and holds the tools with his toes. This allows him free use of his hands in applying motion to the material.
A slight improvement in the machine is shown in Fig. 2. By depressing the treadle which pulls down the cord, the wood is made to rotate towards the tool in the direction in which the cutting is done; and when the pressure is removed, the elasticity of the bow pulls the cord and treadle upward, ready to be depressed by the operator's foot. With this arrangement the operator was able to stand at his work, using his foot to give the article motion, thus allowing him the use of both hands to manipulate the tools.

Fig. 1.
1 Suggestions for primitive lathes from old print; author unknown.

Fig. 2.

Fig. 3.
In both the machines shown the driving cord was wound around the work itself. This made it necessary that the material be much longer than the article to be turned. Moreover, in such a machine there would be danger of breaking the wood (if it were small and slender) by the continued up-and-down pull of the cord.
Another step in the improvement of the lathe is shown in Fig. 3. The inconvenience arising when the cord was wound around the work doubtless led to the application of the pulley to rotate the material. The principle is the same as in the preceding lathe. The motion is obtained by means of the treadle and cord, but the cord is pulled up by means of a strong elastic "lath." From this lath the term "lathe" is supposed to be derived.

Fig. 4.
It should be noted that in these lathes the arrangement of the cord was such that the work was made to turn toward the workman on the downward pull of the cord. In other words, the power of the workman's foot, and not the elastic lath, was used in the cutting. The inconvenience of rotating in alternate directions led, no doubt, to the next improvement shown in Fig. 4. The addition of a fly wheel in connection with the treadle, to obtain a continuous rotation in one direction, enabled the workman to cut continuously from one end of the piece to the other, and to form hollows and rounds in the work in almost any conceivable design. This lathe embodies all the principles of the modern speed lathe, except that it is driven by foot power instead of by steam or electric power.
The speed lathe and its parts. Fig. 5 shows a speed lathe with its parts in position. The names of the parts are as follows: A, lathe bed; B, tail stock; C, tool rest; D, head stock; E, belt; F, shifter; G, countershaft; H, cone pulley; I, hangers; J, line shaft; A', driving pulley. The parts not lettered are the live center, dead center, screw-center chuck, bell chuck, and face plate. (The student should know the name of each piece of the machine, so that he may be able to adjust it when told the name of the part to adjust.)

Fig. 5.
The head stock. A close study of the head stock (Fig. 6) will show that it is made up of several parts, the largest piece of which is the main casting A, into which the bearings B are fitted. In the bearings the spindle C revolvės. It will be noticed that the spindle is hollow. This allows for the removal of the live center D, when the bell chuck A, screw center B, or face plate C (Fig. 7) are to be used. The live center is removed by a rod inserted at the left-hand end. The face plate and chucks are screwed on to the spindle.
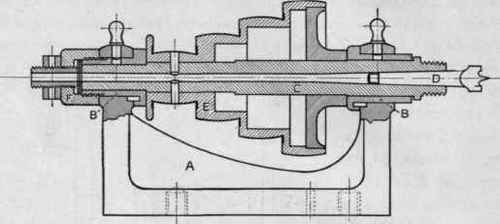
Fig. 6.
The cone pulley E (Fig. 6) is fastened to the spindle by pins or screws, and the adjusting mechanism F adjusts the spindle for end thrust, so that when face plate or chucks are used there will be no lateral motion to the work. The oil cups, or holes, are on top of the bearings. The bearings should be oiled frequently to avoid "hot boxes."

Fig. 7.
The tail stock. The tail stock also (Fig. 8) is made up of several parts, a thorough understanding of whose functions will save much trouble. In some lathes the casting A is fastened to the bed by means of a clamp, and in others by means of a hand wheel. This is placed underneath the bed in such a manner that when the wheel is turned up on a screw provided for the purpose, the tail stock will be fastened in any desirable position between the head stock and the end of the bed. The tail-stock spindle B is also hollow, for two reasons: first, to give the screw C, which is in contact with the nut D, room to pass beyond the nut in order to move the spindle in and out of the tail stock; and, second, to allow the dead center E to be removed when necessary. It will be observed that the end of the dead center projects a short distance into the chamber provided for the screw, so that when the spindle is drawn into the tail stock, the end of the screw comes into contact with the end of the dead center. This forces the dead center out of its socket and permits the center to be removed without difficulty. It will also be observed that if the screw does not enter the nut, the spindle will remain stationary, no matter how much the screw may be turned. In adjusting the tail stock, therefore, great care should be exercised in turning out the spindle, so that the nut will not be moved far enough to leave the screw. There is danger of bending the thread of the nut or screw out of shape in trying to force the spindle back into position. Should this be done, the damage can be repaired only by taking the whole tail stock apart.
Continue to:
My Books

