Device For Sawing Holes In Metal
Description
This section is from the book "Handy Man's Workshop And Laboratory", by A. Russell Bond. Also available from Amazon: Handy Man's Workshop And Laboratory.
Device For Sawing Holes In Metal
A large hole may be formed in metal by sawing instead of drilling. The tool is made of a piece of clock spring, cutting out the part, with the shears, that is already coiled, to about the size needed. A broad spring gives a better chance for attaching to the piece of hickory, which you have already turned with a little shoulder to back up the blade. Drill about six or seven holes in the clock spring, and attach with wood screws. Put a 1/4-inch center pin in the cutter end of the wood, and drive in a square shank at the other end for attaching an ordinary carpenter's brace. Holes can be easily drilled in the clock spring by hardening a small flat drill in soldering acid. Heat the drill dull red hot, and temper. It does not require drawing. Soldering acid is made by dissolving small crumbs of zinc in muriatic acid. Put in zinc until acid refuses to act. It is then saturated. File the teeth in clock spring, which should be swedged with a small hammer to make clearance, then refiled. The writer cut two holes for 1 1/2inch pipe tap through cast iron 3/8 inch thick in a gas engine bed in forty minutes with an ordinary carpenter's brace to revolve the cutter, after a hole had been drilled for the center pin to follow. This tool will do larger work more easily than will a ratchet drill if not much thickness of metal is to be cut through.
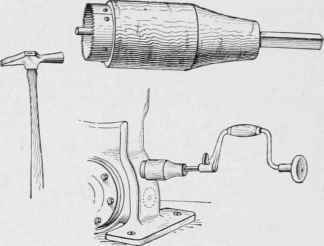
Fig. 118 - Method of sawing holes in metal.
Continue to:
My Books

