Micrometers
Description
This section is from the book "Machine Shop Work", by Frederick W. Turner, Oscar E. Perrigo, Howard P. Fairfield. Also available from Amazon: Machine shop work.
Micrometers
For measurements which are required to be more accurate than can be obtained by the preceding forms of calipering devices, the micrometer caliper, Fig. 20, is used. The accuracy of its measurements is determined, not by direct setting to two lines, but by finely dividing the pitch of the measuring screw and furnishing means for reading these subdivisions. It is a registering as well as an indicating caliper, and thus serves the purpose of a common caliper in combination with a rule, but with a much greater degree of accuracy.
The micrometer caliper consists, essentially, of a crescent-shaped frame carrying a hardened steel anvil B at one end and a nut of fine pitch at the other, the axis of the nut being at right angles to the face of the anvil. The outside of the nut A forms a projection beyond the crescent that is called the barrel. The measuring screw consists of a fine-pitched screw to fit the nut, combined with a measuring point C, having a face parallel with that of the anvil. Firmly attached to the outer end of this screw is a thimble D, fitting closely over the barrel; the edge of this thimble is beveled so that graduations placed on the edge come very close to the barrel. A reference line is drawn on the barrel parallel to its axis and graduated to represent the pitch of the screw. The chamfered edge of the thimble is so divided that the movement of one division past the reference line on the barrel indicates a movement of the measuring point of one-thousandth of an inch. For example: if the pitch of the measuring screw is one-hundredth of an inch, there should be 10 divisions on the thimble, if one-fiftieth of an inch, 20 divisions; if one-fortieth of an inch, 25 divisions; if one twenty-fifth of an inch, 40 divisions. Measuring screws having a pitch of one-fortieth of an inch are usually used, and every fourth division on the barrel lengthened and numbered to indicate tenths of an inch, as shown in Fig. 21.
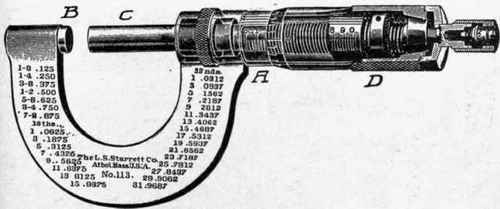
Fig. 20. Transparent View of Micrometer Caliper with Friction Stop Courtesy of L. S. Starrett Company, Athol, Massachusetts.
In using the micrometer caliper, it should not be set at the size required and pushed over the work, but should first be opened, then screwed down until the measuring point C and anvil B are in contact with the work; the size may then be read from the relation of the thimble to the reference line on the barrel. The proper degree of pressure to be applied to the screw is acquired only after extended practice, and some manufacturers place a friction device on the thimble so that undue pressure cannot be exerted.
The micrometer caliper will not only indicate that the work is too large or too small, but will also show exactly the amount by which it differs from the desired measurement. This is a great improvement over the rigid form of calipers, and enables the workman to judge more accurately the progress of the work. As the micrometer caliper is rapidly coming into favor in spite of its cost, it has been described more at length than the common forms previously considered.
The range of motion of the measuring screw is usually limited to one inch, but various devices give the micrometer caliper a larger range of action. Micrometer calipers may now be purchased in combinations or sets, with a range from zero to 20 inches.

Fig. 21. Ordinary Micrometer Caliper Showing Typical Reading.
The application of the micrometer principle to inside measurements is not in general use, but is easy to arrange, and makes a very simple instrument, as shown in Fig. 22. It consists of an ordinary micrometer head, except that the outer end of the thimble carries a contact point, attached to a measuring rod which may be of any length. The shortest distance that can be measured with this device is about 2 inches, but there is hardly any limit in length, as the rigidity of the rod is easily provided for. It is evident that such rigidity is harder to obtain in the curved shape necessary for outside measurement and thus limits this form to about 20 inches, as above stated. The contact points in the outside type are parallel plane surfaces, and in the inside form they are rounded points of small radius. Outside micrometers are provided with contact points of varying forms for measuring paper, threads, walls of tubes, etc.
Continue to:
My Books

