Bearings. Ball Bearings. Continued
Description
This section is from the book "Workshop Receipts For Manufacturers And Scientific Amateurs. Supplement Aluminium To Wireless", by The Chemical Publishing Co.. Also available from Amazon: Workshop Receipts For Manufacturers And Scientific Amateurs.
Bearings. Ball Bearings. Continued
Fig. 3 shows the method of assembly of a single row radial bearing made by the Skefko Ball Bearing Co., a cage is finally added to keep the balls separate, and at equal distances apart, and by so doing it holds the two ball races truly concentric with one another. The same firm also manufacture a double row radial ball-bearing, in which by making the inner surface of the outer race, a part of a sphere having its centre coinciding with the shaft centre, the inner races and cage can be tilted, and the balls put in, see Fig. 4. This gives a bearing which is a self-aligning unit,, and overcomes shaft deflection troubles in connection with ball bearings. In addition to the above-mentioned radial ball-bearings, there is of course a large field for the use of ball-bearings for taking thrusts. Ball thrust washers with more than a simple two-point contact are not now in general use. Whenever a continuous thrust is present it is better to use a separate thrust bearing, and not to rely on the fact that a radial ball bearing of certain designs can take a certain amount of thrust. The use of a ball thrust bearing properly designed for the load, is likely to reduce the friction loss due to a plain steel or other washer by 90 per cent, or so. The chief limitation is due to the speed of rotation, and it is therefore necessary not to exceed the loads and speeds given by the makers. The stationary ring has in certain cases a spherical seat to allow self alignment, see Fig. 5, which illustrates a single ball-bearing thrust applied to a crane hook to allow of easy swivelling.
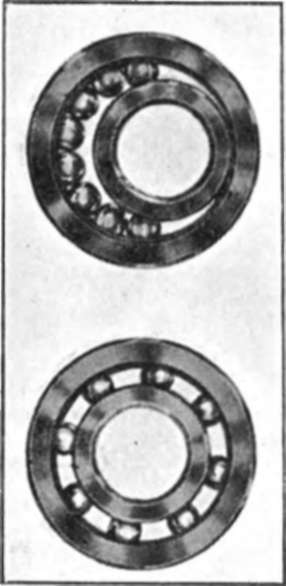
Fig. 3.

Fig. 4.
Ball-bearings should not wear as generally understood, if carefully used, if wear does show it generally means that some foreign matter has got into the bearings. Some manufactures with high-class reputation use carbon chromium steel, containing about 1 per cent, of carbon, and about 11/2 per cent, of chromium, as giving the highest efficiency with the most thorough hardening. When the outer race is housed in say soft aluminium, or hard rubber or other relatively soft material, it must be provided with a metal ring or cylinder, into which it can slide, the ring or cylinder being a drive fit into the casing, this is to avoid the possibility of distorting the outer ball race. It is necessary in all ball-bearings that the inner ball race be held firmly into the revolving shaft or axle, and that the outer race be held loosely unless it be required to take slight end thrust, in which case only a slight amount of end movement is permitted. In cases where the bearing is not disturbed then it is quite satisfactory to fix the inner race by making the shaft or axle a push fit into it, but where the bearing will be disturbed at intervals and taken off, then clearly the inner race cannot remain a push fit into the shaft, and means must be provided so that the inner race can be positively locked against movement by say lock nuts, etc., see Fig. 1.
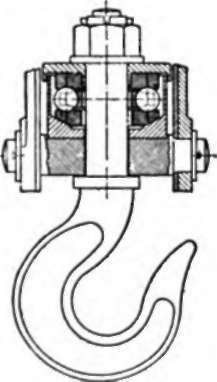
Fig. 5.
Relining
To line a new bearing for the first time, or to reline an old bearing is not a difficult matter, or one that requires many tools. The necessary points to observe are, that the bearing itself must be thoroughly cleaned, properly tinned, and when the white metal is ready for pouring, the bearing shell must be heated until the tinned surface just starts to run, proper white metal be used, not heated too much, and the bearing shell must be so held and arranged that the poured white metal can only run where required. The following practical notes by The Hoyt Metal Co., Ltd., should be of value to anyone dealing with this subject.
Tinning
Clean the bearing thoroughly. Heat it from the back, and tin carefully with a strip of pure tin or best quality tinman's solder. After tinning, wipe out with a clean cloth to remove superfluous metal and all traces of flux ; then give a thin coating of clean tin or solder. See that the heating flame is quite clean, and do not allow it to play on any surface tinned or made-ready for tinning. Killed spirits of salts is a satisfactory flux.
Heat, Etc
Great care should be taken not to overheat the white metal in the melting pot. It should only be hot enough to run freely (about 575/625° Fahrenheit, or 295/325° Centigrade), when it will turn a piece of dry white writing paper medium brown.
A bluish ash forming on the surface is oxide, and shows the metal is being overheated. If the metal has been made a little too hot, cool at once before using. A metal badly overheated is not as good as before.
It is extremely important that all Anti-Friction Metals be well and frequently stirred. (Statements that certain metals do not need stirring are wrong and misleading- all metals must be stirred frequently).
Always have a reasonable quantity of metal in the pot for the amount of work in hand. If the metal is to be kept hot for any length of time, it is an advantage to cover it with a thin layer of wood-charcoal. Do not allow the metal to cool down in the pot at the end of the day, or when a batch of lining work is complete, but stir well from the bottom, and empty out, cooling it as quickly as possible. A piece of angle-iron, divided up into sections with clay, forms a good rough mould.
Provided Hoyt metals are not overheated, they may be re-melted, say, three times without injury, but the fewer times the better.
Never mix different makes or qualities of white metal. Do not use old metal from bearings.
Filling
Mount the bearing upright in the jig, and heat both until the tinned surface just runs. Do not make the jig too hot. Hold the ladle near the job, always at one place, and gently tilt it- slowly at first-so that the metal flows in a steady stream. Do not throw the metal in. Fill the bearing as high as possible. The bottom of the bearing should be cooled as quickly as possible.
To obtain smooth castings, and to avoid blowholes, the metal must be made to set from the bottom upwards, at the same time keeping the top of the casting fluid with the blow-pipe (only a gentle heat is required). Meantime, dip a clean steel wire in and out all round, as far down as it will go without force, until the metal is solid up to the top, which can be finished off smoothly with the blowpipe.
Lined bearings should ring true when touched with a hammer. If they do not, the white metal is not adhering everywhere, and must be run out. Cracked shells, or those with a lot of holes or grooves, however, may never ring sound, and discretion must then be used. If the white metal does not adhere to a bearing after tinning, the tinning has been oxidised by making the shell too hot, or the shell has not been made hot enough.
If the metal is hard, and feels " grutty" when scraped, it has been too hot, and must be run out. Blow-holes are caused by moisture from the packing, or by flux left in the bearing; but are more frequently due to incorrect pouring.
Hoyt metals should be poured at the following temperatures :-Number Eleven Metal at about 700° Fahrenheit (370° Centigrade), when it will turn a piece of dry white writing paper a very dark brown. I. C. E. Metal about 600° F. (310° C.)-Paper only medium brown. Hoyt grades Arrow, No. 1, Star, No. 3m., No. 4a, and No. 4 should be hot enough to run freely, viz., about 600° F. (310° C).
Continue to:
My Books

