Driving Lines And Bands, Splicing And Couplers. Continued
Description
This section is from the book "Turning And Mechanical Manipulation", by Charles Holtzapffel. Also available from Amazon: Turning and Mechanical Manipulation.
Driving Lines And Bands, Splicing And Couplers. Continued
Fig. 47.

Fig. 48.

Fig. 49.

Fig. 50.

Fig. 51.

Fig. 52.

Fig. 53.

Fig. 54.

The hooks and eyes for joining catgut bands, figs. 52, 54, are made of steel, they range in size from about one and a half inch to one sixteenth of an inch in diameter, and have the externally taper, tubular portion cut with an internal parallel screw thread for their attachment. The long taper of the splice is imitated to a small extent by their external taper form, which, largest where they affix to one another, gradually diminishes to very nearly the size of the band at the orifices for its attachment. When well made, tempered and properly attached they work and endure exceedingly well and they are extensively used; but the hooks and eyes being unable to bend like the band, they pass around the pulley as tangents to its circle, and therefore when the pulley is of small diameter they have a tendency to bend the band at an angle and to wear it by their edges. The greater the length of the hooks and eyes the more active does this wear become, and to diminish it, they should be made of no greater length than is requisite to obtain a sufficient and permanent hold upon the end of the band.
An attempt to increase the agreement of the hooks and eyes with the circle of the pulley, was made by Mr. Nicholls and rewarded by the Society of Arts. Mr. Nicholls joined the band by two short eyes and a double ended hook fig. 53. The passage of these couplers on to the pulley was somewhat less perceptible and there was less wear on the band, but the loss of the loose hook was so frequent an occurrence, as almost to counterbalance these advantages. The short length in proportion to the diameter, and the taper form to which the ordinary hooks and eyes can be made, also very nearly approaches to the advantages of fig. 53, without the drawback of the loose piece.
The principal wear in these couplers, figs. 52, 54, takes place upon the inner portions of both hook and eye, and these should be left of considerable thickness. The hook should also nearly reach the tube, the opening between them being very narrow, and the sides of the eye should be filed correspondingly thin to pass in by this opening; made in this manner, the two can only be joined or detached when at right angles and are not easily separated by accident.
To affix the hooks and eyes; - the catgut having been well stretched, is cut to about one inch short of the required length of the lathe band; the two ends are then pared with a knife to long, taper and equally round points; these are screwed into the hook and eye, which are held by a hand vice, or if they be large, in the bench vice; the slack of the catgut being wound around the hand to obtain sufficient purchase. At first, the taper point readily appears through the hook or eye, filling the cavity beyond the screws; this portion is cut away with a penknife and the point screwed further in, and it may again require cutting away if it appear that still more of the catgut can be screwed in. The point is finally burnt off, by a nearly red hot wire, inserted to entirely clear the cavity of the hook or eye; the hot iron also swelling and hardening the end of the catgut and rendering the hold much more secure. The uniformity of the point cut upon the band, has very much to do with securing a permanent hold; the band and the hook then have one axis and the point of the catgut is equally compressed by the screw. On the other hand, should the point be cut to one side, the screw draws to that side, the edge cutting into and weakening the central substance of the band. It is also very possible in the act of attaching the hooks and eyes, to entirely destroy their hold, which occurs from overscrewing the band when they are already sufficiently affixed; the effect being to twist off the thread cut on the catgut, which is left in the screw, the two coming apart. The thread of the hook or eye has then to be completely cleared out, prior to recommencing upon a fresh point to the band.
Catgut driving bands are subject to a moderate variation in length from atmospheric changes, they become more or less slack in dry weather and shrink and tighten with wet. For those of great length running over several pulleys, some com-pensating or stretching arrangement is adopted; but the extent of the variation in the lathe bands may usually be compensated, by shifting the band to different speed grooves on the pulley. For this purpose it is very convenient that the series of speed grooves on the pulley and on the fly wheel, should not precisely agree as to bevil or angle. The band may then always be shifted to a different pair of grooves, which obtains the required tension; and if it be very slack, it may be shifted on the grooves either of the pulley alone, or only on those of the fly wheel.
It should also be remembered that among other reasons, to prevent unnecessary wear and friction in the mandrel, that the driving band should be only just sufficiently tight to carry round the work in progress. A slight additional tension, less than that resulting from varying the position of the band as above, may be obtained if the band be unhooked, and the one end turned or twisted several times and then rehooked; this slightly shortens the length and gives a small additional hold. This practice is very convenient to the billiard ball turner, who works with a very loose band, that he may frequently arrest the work for momentary examination, by laying his hand on the pulley without stopping the revolution of the lathe.
The driving bands of foot lathes are usually open, that is, they pass around the wheel and pulley as a single loop, but they are occasionally crossed as a figure of eight to obtain a greater wrapping contact. In each case, according to the tension of the band, there is a downward pull upon the pulley, causing the friction of the mandrel to take effect principally upon the under side of the collars. Practically, little inconvenience arises from this cause, and it but rarely claims attention. The friction of the old pole lathe was equal, the pull being neutralized by the cord passing away in opposite directions; analogous methods of reeving the band have been applied to the mandrel to obtain the same advantage.
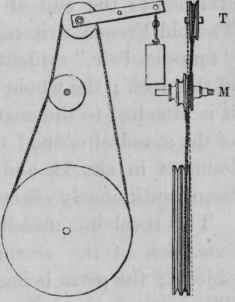
The grooves of the wheel, the mandrel pulley and the tension pulley in fig. 56, are turned in pairs of exactly the same diameters, the band following the course shown by
The strain of the two parts of the band upon the mandrel being opposite and equal, is neutralized; while the purchase is doubled, by the band embracing the entire circumference of the mandrel pulley, so that half the tension will suffice. There are only two speeds to the mandrel pulley, fig. 56, but this requires two pairs of grooves on the wheel and two pairs in the tension pulley; each pair being strictly alike in diameter, as otherwise the band will slip around some of them and a part of the intended reduction of friction will be lost. Fig. 59, is a more simple method using single grooves upon the pulleys, and is almost a copy of the cord of the pole lathe. The band passes from the wheel to a tension pulley embracing the mandrel in its course; the mandrel pulley has three or four grooves for different velocities, and the fly wheel and tension pulley are placed a little to the right and left of the mandrel groove, so that the two ends of the band are led away in opposite directions without fretting each other. None of these arrangements however, are found to offer sufficient advantages to warrant their application to the ordinary foot lathe.
Fig. 55.
Fig. 56.
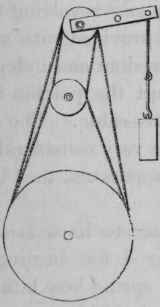
Fig. 57.
Fig. 58.

Fig. 59.
Fig. 60.
Continue to:
My Books

