Aeroplane Flare. Part 6
Description
This section is from the book "Military Pyrotechnics", by Henry B. Faber. Also available from Amazon: Military Pyrotechnics.
Aeroplane Flare. Part 6
This is a simple rack made with suitable grooves at both ends so that the match when fed upon the frame will fall in the several grooves and prevent the contact of one strand with another. The passage of the cotton cord from the spools on their spindles through the dipping tank and onto the frame is done by hand manipulation, the operator slowly rotating and guiding the frame. When the frame is filled the match is cut and attached to the frame, which is then removed from its support and stood up in a drying rack where the match is allowed to dry slowly. The drying may be carried on in the same room as the dipping and winding operation. Twenty-four hours is usually required for drying. The frames before being placed on end for drying are laid in a trough containing dry meal powder which adheres to the wet strands, forming a coating. This makes a quick match out of the otherwise slow match.
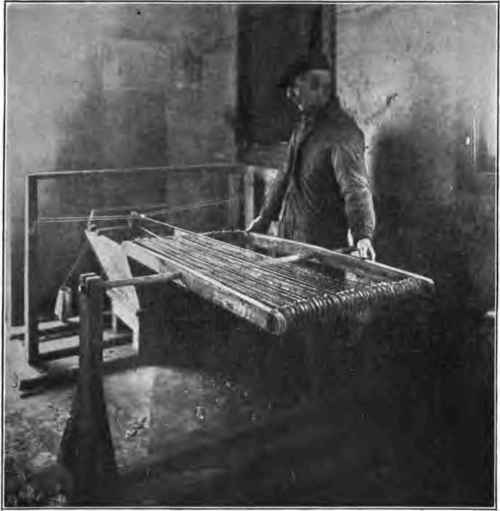
Fig. 104. - Match-holding rack.
Match Nail
Two pieces of quick match 4 inches long are crossed and secured to the prime on the light case by the match nail.

Fig. 105. - Setting match and match nail.
This nail is an ordinary iron shingle nail and when driven home is covered with a daub of prime, the same prime as is used in coating the first-fire composition.
Case Bottom
The case bottom is formed by two disks of No. 50 straw-board. These disks are 3 3/8 inches in diameter and are perforated in the center with an orifice 1 1/8 inches in diameter. These disks are punched by hand, usually at the factory. This strawboard case bottom is placed over the prime, serving as a means of holding the prime and first fire in place, and it prevents the flaking off of the prime. The case bottom is held in place by means of a drumhead.

Fig. 106. - Assembling case bottom.
Drumhead
The drumhead consists of a piece of muslin 6 inches square, in the center of which has been cut a round hole 1 1/8 inches in diameter. The square of muslin or drumhead is first given a coat of common starch paste and securely attached to the case in such a manner that the hole in the center of the square registers with the hole in the case bottom through which the matches pass. This drumhead in position is shown as figure 107.
Bottom Finishing Band
This consists of a strip of No. 30 Kraft paper 3 inches wide by 18 inches long. The strip is pasted around the end of the case holding the drumhead in place and prevents the tearing off or dislodgment of the muslin laps of the drumhead. This is shown in figure 107.
Connecting Cable
This connecting cable is a steel wire, one end of which is attached to the strings of the parachute, the other to the staple of the case containing the illuminating material. As this case weighs in the neighborhood of 30 pounds, and as it falls freely before coming to rest, swinging from the parachute, it is necessary that a strong wire be used to hold the case, wire being preferred to rope, as it is not so bulky. This connecting cable is of seven-ply 42-gauge steel wire of six strands, made with a cotton center. These cables are cut in 36-inch lengths. A method in use for testing the strength of the cable and the staple in the head of the illuminating case is shown in figures 108 and 109.

Fig. 107. - Successive stages of heading case.
In figure 108 the operator has hooked the cable to an eye which is hung from a stout rope attached to one of the roof girders. The other end of the cable is attached to the staple in the light case. A sack loaded with straw acts as a cushion to break the fall in the event of the snapping of the cable or pulling out of the staple. The case containing the illuminating mixture is allowed to fall a short distance, coming to rest with a clearance of about a foot above the mat.
The latter figure shows the case hanging freely, having withstood the strain and snapping test of the fall.
Wad
The wad is a felt disk 4 19/64 inches in diameter by 1/4 inch thick which has been perforated by a port in the center 7/8 inch in diameter. This disk is riveted between two steel disks 4 1/8 inches in diameter with a center orifice 7/8 inch in diameter, which registers with the 7/8-inch hole in the felt disk. Four 1/8-inch rivets are used to hold the felt firmly between two steel disks. This wad fits snugly against the inside walls of the shell and serves as a buffer against the flame of the expelling charge. The expelling charge throws the parachute and case containing the illuminating composition from the shell. Some protection should prevent the flame from reaching to the parachute, which is easily inflammable, and the wad fulfills this function.
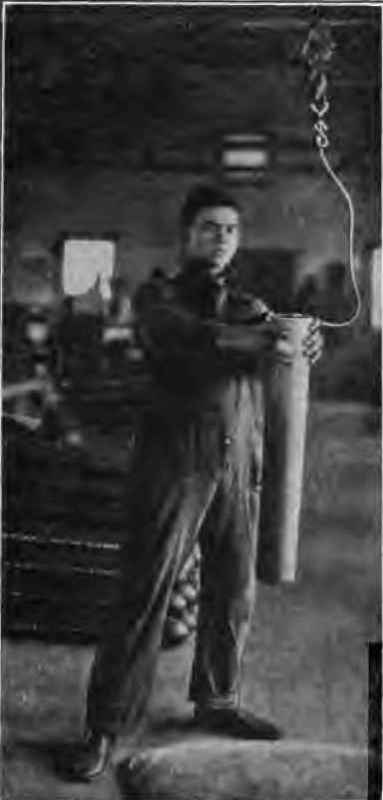
Fig. 108. - Making strain test.
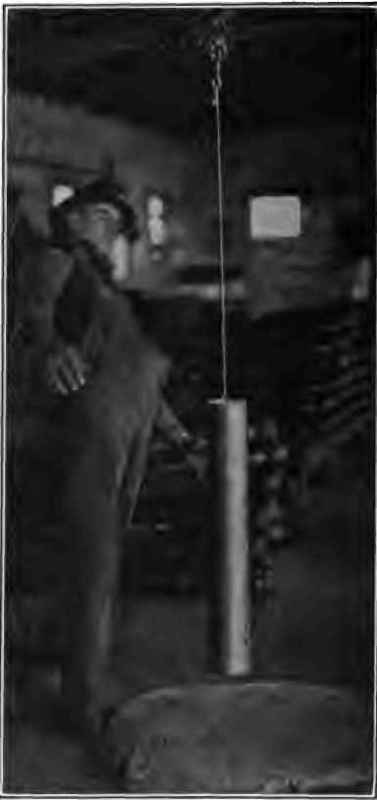
Fig. 109. - Showing satisfactory strain test.
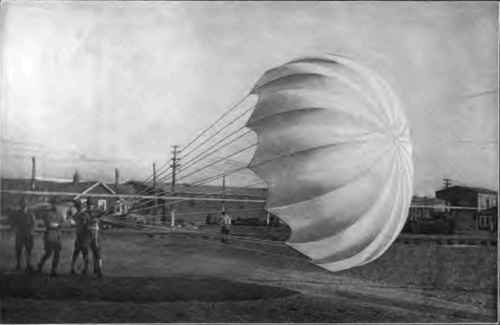
Fig 110. -Parachute for aeroplane flare.

Fig. 111. - Parachute rolled.
Parachute
Figure 110 shows the parachute distended. This picture gives an excellent idea of the size of the parachute and its sustaining power. It measures 18 feet 8 inches in diameter, and is made of a very light Japanese silk. The lightness of the parachute and the compactness with which it may be rolled and folded are shown in the succeeding picture of the parachute rolled compactly into a cylindrical form.

Fig. 112. - Introducing case in shell.
Figure 111 shows on the table a wrapped and bound package. It is in this form that the parachute comes to the pyrotechnic manufacturer. The same picture shows a package which has been opened, the parachute appearing in the form of a roll. The folding or rolling of the parachute has been done with great care by the maker, so that when thrown from the aeroplane shell it will not become tangled and fail to open properly. These rolled packages are left in their original condition and are only unrolled enough to allow their being tied to the cable attached to the light case.
Tie String
In the foregoing picture the operator has drawn the string of the parachute through the eye at the end of the cable, previously referred to and described. The strings, after having been threaded twice through the eye, are brought together to form a loop and are tied down firmly by means of a tie string. The tie string takes the place of splicing and holds the strings firmly in place.

Fig. 113. - Inserting parachute in shell.
Figure 112 shows the operator slipping the case containing the illuminating composition into the shell of the aeroplane flare. The staple is clearly seen in the center at the end of the case. To this staple has been attached the connecting cable, to the other end of which is attached a parachute.
Figure 113 shows the operator inserting the parachute into the shell, into which the illuminating case, the cable and wad have already been introduced.
Padding
Before putting on the cap of the shell it is desirable, in order to insure firm packing of the contents of the shell, that the space between the parachute and outer cap should be filled in with some form of padding.
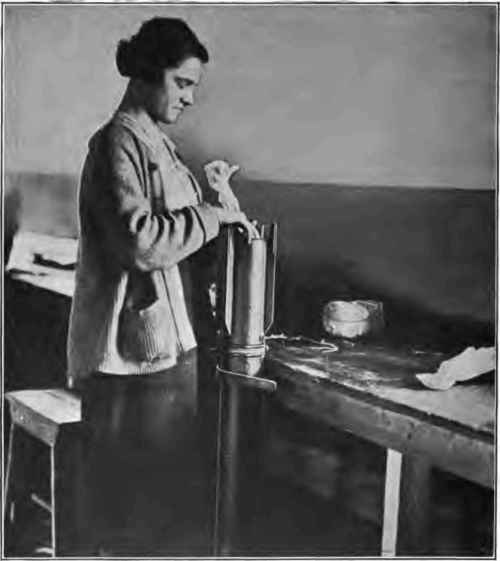
Fig. 114. - Inserting protective padding.
Figure 114 shows the operator forcing in the padding on top of the parachute. The padding used is the wrapper covering of the parachute package, which answers the purpose very well, being about the size necessary to fill the cavity. The cylinder is capped and crimped at four points, as shown in figure 115.
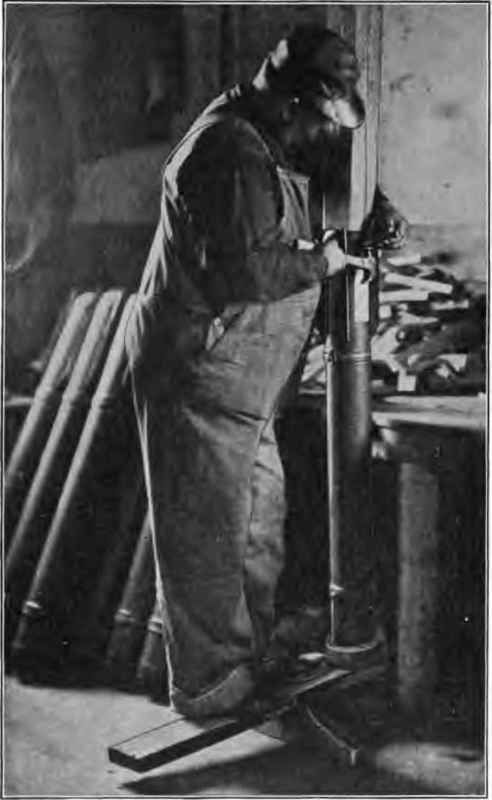
Fig. 115. - Capping cylinder.
Continue to:
My Books

