Aeroplane Flare. Part 7
Description
This section is from the book "Military Pyrotechnics", by Henry B. Faber. Also available from Amazon: Military Pyrotechnics.
Aeroplane Flare. Part 7
Firing Mechanism
The firing mechanism is essentially a firing pin and detonating cap. The parts in detail are described as follows:
Propeller And Shaft
The accompanying figure 116 shows a firing mechanism consisting of a brass shaft to the end of which is attached a stamped-steel propeller in the shape of a pin wheel. The forward end of the shaft terminates in a four-prong firing pin. The shaft is shouldered and threaded for a distance of 1 3/8 of an inch, having a pitch of 24 threads to the inch. The threads of the shaft engage corresponding threads cut for a distance of 1 3/8 inches in the inner surface of the cylindrical brass barrel in which this shaft rotates. The shaft is guided by means of the engagement of these threads in such a manner that the rotating of the pin wheel requires a certain definite period of time for the shaft to move forward through the barrel. The threads in the barrel are of such a number and occupy such a length that they permit a positive forward movement of the shaft to a position 3/16 of an inch from the detonating cap. When this point is reached the threads disengage, allowing the shaft to be forcibly plunged forward, and causing the firing pin to come in contact with the detonating cap.
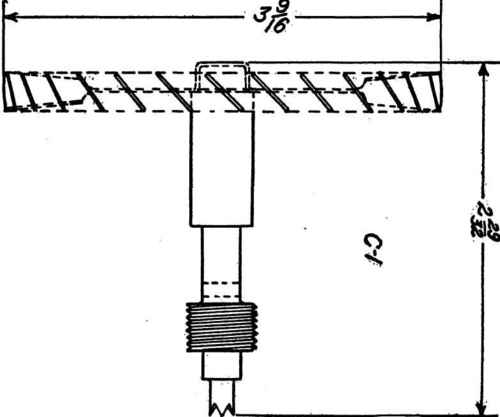
Fig. 116. - Igniting mechanism; propeller and shaft.
Referring to figure 117, the propeller is shown with its area of flat surface against which the force of the air due to the downward motion of the aeroplane flare exerts a pressure that aids in causing the shaft to be driven in the manner described.

Fig. 117. - Igniter-mechanism parts.
On the shank of the propeller shaft, shown in figure 118, appear two milled flat surfaces that serve to accommodate a safety fork, which is part of the mechanism of the aviator's releasing control. This serves as a means of preventing the propeller from turning until it has been released from the aeroplane. In this regard the cotter pin seen in figure 117 prevents such rotation during shipment and handling, and this pin must be removed when the flare is attached to the aeroplane in order to permit functioning.
Barrel
Figure 119 shows the brass barrel in which the shaft is driven by the propeller. The outer threads fit the tapped opening in the nose of the aeroplane shell as shown in figure 85 and are cut six threads per inch for a distance of 1/2 inch. The inner thread (24 threads per inch) extends for 1 3/16 inches. These threads register with the corresponding threads on the shaft, and as already described become the timing mechanism. The forward movement of the shaft driven by the rotation of the propeller is thus made positive by the traverse of these fine threads.

Fig. 118. - Igniter mechanism assembled.
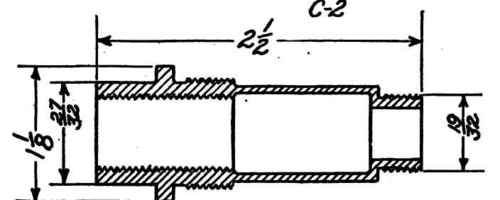
Fig. 119. - Dimensional drawing of barrel.
A dimensional cut of the brass detonating cap is given in figure 120. There is a 1/16 of an inch hole in the center, making a connection with the expelling-charge chamber. The cap is held in place between barrel and expelling-charge container. Care must be exercised to see that the container is tightened sufficiently to hold this cap so that it will not loosen.
Detonating Cap
The cap is designed to fit into the forward end of the barrel, the shoulder of the cap resting against the top of the barrel. In this position the cap projects 5/32 of an inch into the barrel. The detonating mixture is carried in the recess of the cap, which is 1/4 of an inch deep by 1/4 of an inch in diameter.
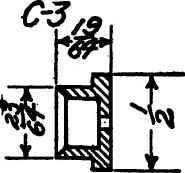
Fig. 120. - Dimensional drawing of detonating cap.
Detonating-Cap Composition
The composition consists of -
Percent. | |
Potassium chlorate ...................... | 50 |
Antimony sulphide ........................... | 25 |
Red phosphorus ........................... | 6 |
Gum arabic...................... | 13 |
Powdered glass .................... | 6 |
This formula is not strictly adhered to, but is variable according to the sensitiveness desired.
The storage of the detonating caps is very important. They must be stored in a separate building located at a distance from the plant. Such a building is shown in figure 121. The caps are placed on small wooden trays, holes being bored to accommodate 28 caps, so that each cap is separated from the others. Figure 122 shows the method in use.
Tests are made of each lot of detonating caps, in order to determine the sensitiveness of the composition, which is subject to variation due to changes in the quality of the ingredients, atmospheric conditions, etc. The apparatus shown in figure 123 is used for this purpose. It consists of a 3-foot length of 2-inch pipe, flanged to a floor plate and perforated with six 3/4-inch holes and terminating in a plate drilled and tapped to fit the outer thread of the igniter barrel. A testing detonating mechanism, shown on the table in the figure, is used, and is a standard outfit, save that the barrel is perforated to allow the free exit of the gases from the exploded cap. The operation of testing consists in assembling a cap to be tested in the igniter mechanism and screwing the latter into the pipe stand. The pin wheel is then rotated by compressed air, and as the shaft is fed into the barrel, by the rotation of the wheel, the cap should be fired, resulting in a subdued explosion.
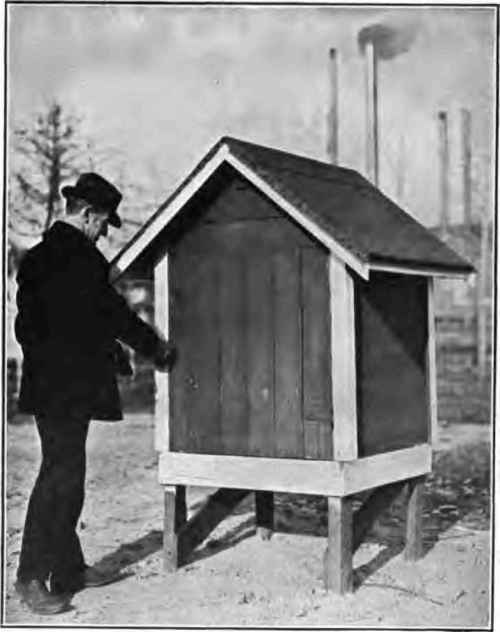
Fig. 121. - Exterior view of detonating-cap storage shed.
The general manipulation of loading composition into brass container is as follows:
A light paper cover is pasted on the flat surface opposite to the opening that receives the composition. The composition is in a plastic semifluid state and when loaded into the container is set aside in a hot room to dry, great care being taken to avoid friction after drying.

Fig. 122. - Interior view of detonating-cap storage shed.
Detonating-Cap Cover
This consists simply of a piece of tissue paper 3/8-inch outside diameter, which is pasted on the detonating cap to cover the hole in the center.

Fig. 123. - Apparatus for testing detonating caps.
Expelling-Charge Holder
The expelling-charge holder is of brass, with inside thread to fit over the end of the barrel of the firing mechanism, with four small prongs on the opposite end, used to bend over and secure the returning wad. The 3/16-inch hole through the base of the holder registers with the 1/16-inch hole through the detonating cap when assembled and allows the firing of the charge by detonation. A dimensional cut is shown in figure 124 and an illustration of this part is seen in figure 125.
Expelling Charge
The expelling charge consists of 70 grains 5F grain gunpowder, completely filling the expelling-charge holder. Figure 125 shows the operation of hand-loading expelling charge into its container. Prior to filling the charge into the container a light disk of ordinary Kraft paper is placed in the bottom of the charge holder. This paper prevents the powder from sifting through the central orifice. After the powder charge has been rammed home and covered by the wad the paper disk is perforated by inserting a wire nail through the hole, the tip of the nail being wet with prime. The prime serves a dual purpose, first to close the hole just made, second to provide a first fire for the expelling charge. The figure shows the operator in the background engaged in this performance.
Fig. 124. - Dimensional drawing of expelling-charge holder.
Wad
This wad, which is of thin cardboard, 23/32 of an inch outside diameter, is placed on top of the powder charge and is held in place by bending over the four light prongs on the end of the charge container. This is done by pounding the prongs in place by means of a hand mallet and former.
Safety Pin
This is an ordinary cotter pin 3/32 of an inch diameter and serves a twofold purpose: one to prevent the accidental driving of the firing pin on to the detonating cap, and the other to register correctly the forward movement of the driving pin, so that at no time prior to preparing the mechanism for functioning shall the driving pin have traversed any part of its journey forward through the barrel.

Fig. 125. - Loading expelling charge.
Detonating-Cap Packing Tube
The detonating cap is placed in the packing tube and tightly packed in place with cotton wadding so as to thoroughly protect it. After the cap is packed the tube is wrapped in a paper wrapper.

Fig. 126. - Packing detonating cap.
Detonating-Cap Packing-Tube Wrapper
This consists of a paper wrapper, 4 by 6 inches, of 30-pound Kraft stock. Before encircling the packing tube with this wrapper, which is pasted on, a string is placed across the packing tube with the end of the cord protruding to facilitate unwrapping.
Tie Cord
The entire package is then waterproofed, being dipped in melted parafin and attached to the shaft of the firing mechanism by means of the tie cord. This cord is an ordinary piece of hemp twine about 12 inches long, with two turns around the package. This operation is shown in figure 127.

Fig. 127. - Attaching wrapped detonating cap.
Boxing
The flares are packed two in a tin-lined box and are held firmly by collars made from 7/8-inch pine board formed by cutting a 1/2-inch circle, the same size as the outside of the case, which fits snugly around the case against the carrying bands, one on each end. The collars are bolted firmly together by the aid of cleats extending the full height of the completed box. These cletes aid in holding the flares apart. A bolt 1/4 by 2 3/4 inches is used. Blocks 3/4 inch thick and the full depth of the box are used at each end, holding the flares firmly in position. A tin lid with a hand-hold attachment is soldered on with soft solder. The wood lid is nailed on very firmly.
Fig. 128. - Boxing completed aeroplane flares.

Plate 6. AEROPLANE FLARE FLOW SHEET.
Plate 7. AEROPLANE FLARE MATERIAL CHART.
Continue to:
My Books

