Detailing - General Instructions. Part 6
Description
This section is from the book "Cyclopedia Of Architecture, Carpentry, And Building", by James C. et al. Also available from Amazon: Cyclopedia Of Architecture, Carpentry And Building.
Detailing - General Instructions. Part 6
Table XIII. Loop Bars. Allowance For One Loop. American Bridge Company Standards
(All dimensions in inches)

American Bridge Company practice requires the smallest pin to be not less than three-fourths the width of the eye bar.
Bars of a square or circular section could, as in the case of bolts, have a screw thread cut on their ends and by means of nuts be connected to the other part of the structure, but such an operation would be costly since the bars are long and much of the section would be wasted for a great length. In such cases the bars are ordered 6 inches longer than required and this 6 inches is, after heating to a welding heat, upset or pushed in 6 inches, thus increasing the diameter of the bar at the end so that the diameter at the bottom of the screw-threads will be greater than the diameter of the original bar. This is done so that the bar will break in the body, and not at the joint.
The sizes of upsets for bars of various sizes are given in the handbooks. Let it be required to determine the size hole through which a l 1/8-inch bar with upset end would pass and the nut required. We find opposite the 1 1/8 the value 1 1/2, showing that the upset will be 1 1/2 inches. In another table opposite 1 1/2 is given the size and weight of a square nut, viz, 1 1/2 inches thick, 3 inches on the side, and weight 3.175 pounds. The use of square nuts is not to be encouraged, the hexagonal form being the better, on account of their lighter weight.
Instead of the rods being fitted with nuts and threads at their ends, they may, as mentioned above, be made into loop bars. Loop bars are welded, and for this reason are not to be desired since welds are never as strong as the original. However, the loop bar has 100 per cent excess through the pin, and in order to have an efficiency of 100 per cent it must have a weld with an efficiency of 50 per cent. Since such a weld is well within the limits of possibility, it is permissible to use loop bars in highway bridges or other structures where the impact is not great, and in counters, since here the pins are usually of such a diameter that they would be too great for an eye bar of the section of the counter. Table XIII gives information regarding loop bars. They must be made of wrought iron since steel does not weld well.
Clearances. It is very important that each member of a structure fit together well in the field; and it is equally important that the draftsman should so detail his work that the various parts of any particular member should, without further cutting than the first, fit together. Also the rivets should be so spaced and placed that they can be driven.
The rivet clearances have been mentioned under "Rivets and
Rivet Spacing" and will not be taken up here. It is sufficient to say that on the rivet clearances is where the novice makes the most of his mistakes.
Where the distance between the outer faces of several members placed together is to be computed, it is necessary, on account of the liability of plates to exceed their nominal thicknesses, and rivet heads their nominal height, to make certain allowances. The usual practice is:
(1) Between eye (or loop) bars allow 1/16 inch.
(2) Between an eye( or loop) bar and a built-up member 1/8 inch.
(3) Between two built-up members 1/4 inch.
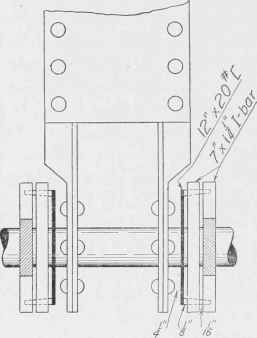
Fig. 47. Joint Showing Clearance between Members.
For example, suppose it was required to compute the distance out to out of the members shown in Fig. 47. The clearance would be as indicated, and the distance D would be:
D = 2 (10/2 + 0.4+5/8 + 1/4+ 0.28+1/8 + 1 1/4+1/16+1 1/4) = 18.485= 18 1/2 inches
This value would be the grip of the pin which was used at this joint. The 0.4 inch and 0.28 inch in the above are the thicknesses of the channel webs, and the 5/8 inch is the height of a 7/8 inch rivet head.
In the use of eye bars, it is essential to see that their heads as well as their bodies clear. In order to determine the dimension of a section for the necessary clearance, the size of the head must be ascertained. This is best done by drawing up the head to a large scale. The method of procedure is as follows: (1) Draw the circle representing the pinhole; (2) for the width of eye bar under consideration, subtract the radius of the largest pinhole in Cambria for that bar from the radius of the given head and add the result to one-half the pinhole diameter in your particular case, thus giving you R, Fig. 46; (3) with the radius R describe a full circle; (4) with the center of the pin as a center and a radius equal to 2 1/2 R describe a couple of arcs 1, 1; (5) parallel to the bar and at a distance 11/2 R from it, draw two lines, 2, 2, intersecting the arcs 1,1; and (6) with these intersections as centers and a radius equal to 1 1/2 R describe the small arcs completing the head, see Fig. 46.

Fig. 48. Eye-Bar and Built-Up Member Showing Clearance Allowed.
No material should be closer to the edge of the eve-bar head than 1/2 inch. This clearance should always be given, see Fig. 48, although the clearance of 1/8 or 1/16 on the side should be allowed as usual in case it was against a built-up member or another eye bar.
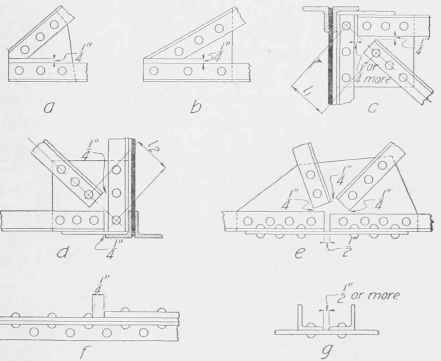
Fig. 49. Riveted Joints Showing Clearance Allowed.
In case the head is on the interior of a channel or so as to come near the fillet of an angle, the 1/2 inch must be measured from the curve of the fillet. This 1/2 inch does not apply to the body of the bar, the clearance there being 1/4 inch in accordance with what follows. Wherever several pieces of metal are riveted to the same side of a plate or other member and could, theoretically, come close against each other, 1/4-inch clearance is allowed for each case where the ends are not planed. This allows for the slight variations in length liable to occur when the surfaces are sheared. The members will then be sufficiently close together for all practical purposes. In order that no errors occur, the joint should be drawn up on a separate sheet to a scale of at least 1 1/2 or 2 inches to the foot in case the pieces meet at an angle. In case the pieces meet at right angles, the distances may be computed. Fig. 49 gives a few of the most common cases.
Continue to:
My Books

