Bearings, Brackets, And Stands. Continued
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Bearings, Brackets, And Stands. Continued
Theory
As the method of calculation of the diameter of the shaft, as well as its deflection, has been considered under "Shafts," we may assume that the theoretical study of bearings starts on a given basis of shaft diameter 1). The main problem then being one of heat control, let us first calculate the amount of heat developed in a bearing by a given side load. The force of friction acts at the circumference of the shaft, and is equal to the coefficient of friction times the normal force; or, for a given side load P, Fig. 75, the force of friction would be uP. The peripheral speed of the shaft for N revolutions per minute is πDN / 12 feet per minute. As work is " force times distance," the work wasted in friction is then μPπ DN/12 footpounds per minute. One horsepower being equal to 33,000 footpounds per minute, we have the equation, H = μPπDN/12 x 33,000. (113)
The value of u for ordinary, well-lubricated bearings, may run as low as 5 per cent; but as the lubrication is often impaired, it quite commonly rises to 10 or 12 per cent. A value of 8 per cent is a fair average. This amount of horse-power is dissipated through the bearing in the form of heat. If we could exactly determine the ability that each particle of the metal around the shaft had to transmit the heat, or to pass it along to the outside of the casting, and if we could then determine the ability of the uticles of air surrounding the casting to receive and carry away this heat, we could calculate just such proportions of the bearing and its casing as would never choke or retard this free transfer of heat away from the running surface.

Fig. 75.
Such refined theory is not practical, owing to the complicated shapes and conditions surrounding the bearing. The best that we can do is to say that for the usual proportions of bearings the side load may exist up to a certain intensity of "pressure per square inch of projected area" of bearing, or, in form of an equation,
P = pLD. (114)
The constant p is of a variable nature, depending on lubrication, speed, air contact, and other special conditions. For ordinary bearings having continuous pressure in one direction, and only Bur lubrication, 400 to 500 is an average value. When the pressure changes direction at every half-revolution, the lubricant has abetter chance to work fully over the bearing surface, and a higher value is permissible, say, 500 to 800. In locations where more oscillation takes place, not continuous rotation, and reversal of pressure occurs, as on the cross-head pin of a steam engine, p may ran as high as 900 to 1,200. On the crank pins of locomo-orait which have the reversal of pressure, and the benefit of high through the air to facilitate cooling, the pressures may run On the eccentric crank pins of punching and shear-where the pressure acts only for a brief instant and the pressure ranges still higher without any dangerous bearing, for practical reasons, is provided with a cap by bolts or studs, the theory of the cap and bolts is tance, unless the load comes directly against the cap Except in the latter case, the proportions of the cap and the bolts are dependent upon general appearance being manifestly desirable to provide a substantial though some excess of strength is thereby introduced worst case of loading, however, which is when the upon by the direct load, such as P in Fig. 76, we have of a centrally loaded beam supported at the bolts that the beam is partially fixed at the ends by the nut; also that the load P, instead of being concent rated at the center, is to some extent distributed. It is hardly fair to assume the external moment equal to Pa/8 or Pa/4 , the one being too small, perhaps, and the other too large. It will be reasonable to take the external moment at Pa/6, in which case, equating the external moment to the internal moment of resistance, Pa/6 = SI/c = SLh2/6 (115) from which, the length of bearing being known, we may calculate the thickness A.

Fig. 76.
One bolt on each side is sufficient for bearings not more than 6 inches long, but for longer bearings we usually find two bolts on a side. The theoretical location for two bolts on a side, in order that the bearing may be equally strong at the bolts and at the center of the length, may be shown by the principles of mechanics to be 5/24 L from each end, as indicated in Fig. 76. The bolts are evidently in direct tension, and if equally loaded would each take their fractional share of the whole load P. This is difficult to guarantee, and it is safer to consider that 2/3 P may be taken by the bolts on one side. On this basis, for total number of bolts n, equating the external force to the internal resistance of the bolts, we hare 2/3P=Snd12/4xn/2 (116) : from which the proper commercial diameter may be readily found. The bracket may have the shape shown in Fig. 77. The portion at B is under direct shearing stress; and if A be the area at this point, and S, the safe shearing stress, then, equating the external force to the internal shearing resistance,
P=AS, (117)
The same shear comes on all parts of the bracket to the left of the load, but there is an excess of shearing strength at these points.
At the point of fastening, the bolts are in shear, due to the same load, for which the equation is
P = nd 2 / 4 n1 Ss, (118)
For the upper bolts, the case is that of direct tension, assuming that the whole bracket tends to rotate about the lower edge £. To find the load T on these bolts, we should take moments about the point £, as follows:
PL1=T/;orT=PL1 / l. (119)
Then, equating the external force to the internal resistance, T = PL /l = nd1 2 / 4 x n1 / 2 S. (12O)
SWINGING VERTICAL ATTACHMENT FOR MILLING MACHINE.
Tr = PL1/l r + Sht2/6 (121)
It may be noted that the lower bolts act on such a small leverage about E, that they would stretch and thus permit all the load to be thrown on the upper holts; this is the reason why they are not subject to calculation for tension.
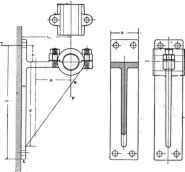
Fig. 77.
The section of the bracket to the left of the load P is dependent upon the bending moment, for, if this section is large enough to take the bending moment properly, the shear may be disregarded. It should be calculated at several points, to make sure that the fiber stress is within allowable limits. The general expression for the equation of moments is, for any section at leverage x, Px = SI/c, (122) from which, by the proper substitution of the moment of inertia of the section, the fiber stress can be calculated. The moment of inertia for simple ribbed sections can be found in most handbooks. The process of eolation of the above equation, though simple, is apt to be tedious, and is not considered necessary to illustrate here.
Practical Modification
Adjustment is an important practical feature of bearings. Unless the proportions are so ample that wear is inappreciable, simple and ready adjustment must be provided. The taper bushing, Fig. 79, is neat and sat- -isfactory for machinery in which expense and refinement are permissible. This is true of some machine tools, but is not true of the general "ran" of bearings. The most common form of adjustment is secured by the plain cap (which may or may not be tongued into the bracket), with liners placed in the joint when new, which may subsequently be removed or reduced so as to allow the cap to close down upon the shaft. Several forms of cap bearings are illustrated in Figs. 80, 81, and 82.

Fig. 78.

Fig. 79.
Large engine shaft bearings have special forms of adjustment by means of wedges and screws, which take up the wear in all directions, at the same time accurately preserving the alignment of the shafts; but this refinement is seldom required for shafts of ordinary machinery.
In cases where the cap bearing is not applicable, a simple bushing may be used. This may be removed when worn, and a new one inserted, the exact alignment being maintained, as, the outside will be concentric with the original axis of shaft, regardless of the wear which has taken place in the bore.

Fig. 80.

Fig. 81.
The lubrication of bearings is a part of the design, in that the lubricant should be introduced at the proper point, and pains taken to guarantee its distribution to all points of the running surface. The method of lubrication should be so certain that no excuse for its failure would be possible. Grease is a successful lubricator for heavy loads and slow speeds, oil for light loads and high speeds.
In order to insure the lubricant reaching the sliding surfaces and entering between them, it must be introduced at a point where the pressure is moderate, and where the motion of the parts will naturally lead it to all points of the bearing. Grooves and channels of ample size assist in this regard. A special form of bearing uses a ring riding on the shaft to carry the oil constantly from a small reservoir beneath the shaft up to the top, where it is distributed along the bearing and finally flows back to the reservoir and is used again.

Fig. 82.
The materials of which bearings are made vary with the service required and with the refinement of the bearing. Cast iron makes an excellent bearing for light loads and slow speeds, but it is very apt to "seize" the shaft in case the lubrication is in the least degree impaired. Bronze, in its many forms of density and hardness, is extensively used for high-grade bearings, but it also has little natural lubricating power, and requires careful attention to keep it in good condition.
Babbitt, a composition metal, of varying degrees of hardness, is the most universal and satisfactory material for ordinary bearings. It affords a cheap method of production, being poured in molten form around a mandrel, and firmly retained in its casing or shell through dovetailed pockets into which the metal flows and hardens. It requires no boring or extensive fitting. Some scraping to uniform bearing is necessary in most cases, but this is easily and cheaply done. Babbitt is a durable material, and has some natural lubricating power, so that it has less tendency to heat with scanty lubrication than any of the materials previously mentioned. Almost any grade of bearing may be produced with babbitt. In its finest form the babbitt is hammered, or pened, into the shell of the bearing, and then bored out nearly to size, a slightly tapered mandrel being subsequently drawn through, compressing the babbitt and giving a polished surface.
A combination bearing of babbitt and bronze is sometimes used. In this the bronze lies in strips from end to end of the bearing, and the babbitt fills in between the strips. The shell, being of bronze, gives the required stiffness, and the babbitt the favorable running quality.
Continue to:
My Books

