Blanking And Shearing Types. Making Simple Punch And Die. Part 4
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Blanking And Shearing Types. Making Simple Punch And Die. Part 4
Shaping Of Die. Roughing Out
If a die filing machine, Fig. 319, Tool-Making, Part III, is at hand, a narrow hack-saw blade is placed through the hole drilled in the corner of the die, and the blade with teeth pointing downward is secured in place of the file, as in Fig. 8. By tilting the table the desired angle the piece in the center of the die can be sawed out very close to the line, with the desired clearance, which leaves very little to file. If a die filing machine is not used, the center piece is removed by drilling a series of small holes just inside the line and by cutting out the web between the holes with a broach, as described in connection with Fig. 312, Tool-Making, Part III. After the broach has been driven nearly half way through from both sides of the die, the center piece can be forced out. The die then looks as in a, Fig. 9.
Fig. 8. Sawing Out Block with Die Filing Machine.
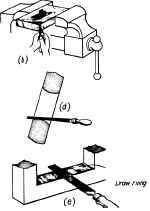
Fig. 9. Dio Block in Various Stages of Completion.
The webs between the drilled holes can be removed easier and quicker by means of a cold chisel and hammer than by filing, but great care must be exercised when using a chisel, for there is danger of cutting too deeply. After the greater part of the webs are removed, the die is gripped in the vise in a horizontal position, top side up, and with a coarse file the remaining webs are removed by filing up and down as indicated in b, Fig. 9. Filing in this position has several advantages, but for final-filing to line and to straighten the filed surface better results are obtained by filing crosswise as in c, Fig. 9.
The most expert die-makers cannot file a die in one direction without producing a slightly rounded surface as exaggerated in d, Fig. 9. As the line is approached in filing, the filed surface should be draw-filed frequently. By filing crosswise, then draw-filing in the opposite direction, the file marks or grain is laid lengthwise of the die, so that as cross-filing is continued the marks lengthwise serve as a guide as to whether the die is being filed straight or not, as in e, Fig. 9.
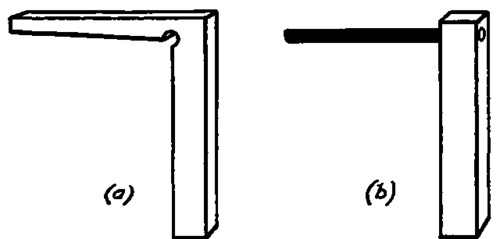
Fig. 10. Die Square.
Clearance
As soon as the webs between the drilled places are entirely removed, the clearance of the die should be started. This is aided by using a narrow-blade die square of the proper angle, Fig. 10. These squares are made by die-makers by filing from 1/16-inch sheet steel, and the blades are about 1½ inches long. Some use a small block with a straight rod inserted as at b, Fig. 10. When the opening is filed so that the scribed outline on the face of the die is partly filed away, the filed surface through the die should be carefully tested with a knife straightedge to make sure that the cutting edge or the top of the opening is not wider than the opening midway through the die. By using a fine file or a flat scraper, the filed surface can be made very straight.
Compensating For Bulging
If the shop practice is to have only ½ of a degree clearance, it means that the opening through the die will have almost parallel walls. Attention must be paid to these walls if the die is somewhat heavy or thick, as there is a bulging effect in the opening when the die is hardened, as shown at a, Fig. 11. This is probably caused by rapid contraction of the exterior surfaces of the die when immersed in the bath, and this contraction compresses on a comparatively soft interior, as the interior is red hot. To guard against the bulging, the walls of die should be scraped slightly concave, as shown at b, Fig. 11. It is readily seen that, if the walls are almost parallel and then they bulge toward eachother during the hardening process, a blank would not pass through the die without distortion of the blank.
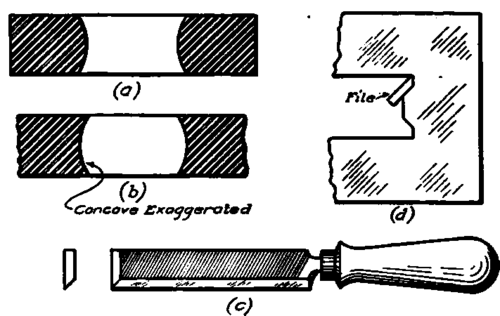
Fig. 11. Sketches Showing Method of Compensating for Bulging and of Filing Corners.
Filing Corners
When filing the corners of any die, the file must have a smooth edge in order to preserve the corner. Again, when filing an angular surface as on the die in question, it is good practice to grind the file as at c, Fig. 11; the smooth part sliding on the straight part of the die. If the file is not ground to suit the angle, the file constantly slides down the angle, and the corner of the file mars the finished flat surface at the end of the die. The die files, as purchased, seldom are of the right size or shape, and the die-maker must grind the file to suit the job.
Tapping
Referring to the drawing of the die, it is noted that there must be four holes drilled and tapped for 3/8 - 16 screws. As the die is of tool steel and also since it is to be hardened, a full thread is not necessary, and a 5/16inch drill will leave ample stock. After all holes are drilled and tapped, the die should be carefully checked with the drawing to make sure that all holes are in the die.
Hardening Of Die
The next step is to harden the die. The hardness of a die or of any piece of tool steel depends largely upon the degree of heat to which the steel is heated, and upon the rapidity of cooling. For instance, three pieces of carbon steel, Nos. 1,2, and 3, are all heated to the same degree of temperature. Piece No. 1, immersed in a bath of oil, would not be as hard as piece No. 2, immersed in water. If piece No. 3 were dipped in a bath of mercury and allowed to cool in the bath, the piece would be harder than those dipped in oil or in water. Mercury has a higher heat conductivity, therefore the heat in the die is dissipated more rapidly with such a bath, causing a greater hardness. Starting with the three pieces at same temperature and obtaining three degrees of hardness shows that it is the bath that plays an important part.
Corner Protection
Knowing that the dissipation of heat in the die plays a prominent part in hardening, we must then guard against the effect of holes in the corners of the die. If the die were dipped with the tapped holes open, the water or bath of course would fill the holes, and the heat would be conducted away faster from the corners than if the holes were not there. Therefore, it is good practice to fill the screw holes, or any hole that comes near a corner, full of asbestos before heating the die; this eliminates some of the chances of cracking. If the holes were left open and a free circulation of water passed through the holes carrying away heat from the die, and the outside surface of the corner were also in contact with or immersed in water, the contraction of the corner would be so much more rapid than that of the main portion of the die that, when the main portion continued to contract, it would cause a tremendous strain between the portion contracted and the portion contracting, which would result in a crack. The corners invariably drop off if not plugged with asbestos. Fire clay is sometimes used, but it is not good practice, for the water in the clay is driven off when heating the die and the clay shrinks and drops out of the hole.
Continue to:
My Books

