Gear Moulding With Partial Patterns
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Gear Moulding With Partial Patterns
Owing to the great expense attendant upon the making of large gear patterns, such work is usually done with sectional or partial patterns. These usually consist of a section of the rim to which a limited number of teeth are attached. This pattern is placed in successive positions about the mould and the teeth rammed separately. It is held by a spindle set and held vertically at the center of the mould.
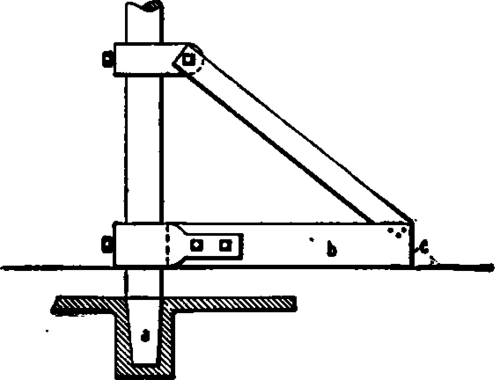
Fig. 67.
This spindle is turned to any convenient diameter and is provided with two sleeves that slide freely over it and to which the pattern is attached. For moulding a spur gear the pattern should have three or more teeth whose length is equal to those of the casting. The spindle is set in a step as shown at a, Fig. G7. This step must be of sufficient length to hold the spindle in a vertica. position. The length depends upon the overhang of the arm b. The arm consists of a board bolted to one of the sleeves fitting over the spindle and braced to the other. The step is set in the sand of the floor and is held by radial arms. It must be sunk to a depth of from 6 to 12 inches more than the length of the tooth. This depth is dependent upon the weight of the gear to l>e moulded. The sand is then rammed into a hard bed and the floor swept off level with the sweep as shown in Fig. 67. Next remove the sweep and slip a. washer over the spindle. This washer must he of the same diameter as the huh and of a thickness equal to the projection of the latter beyond the rim. Set the cope in position and stake it to the floor. These stakes are to be so driven that they will serve as guides by which the cope may again be lowered to exactly the same position after the mould is Completed. Alter the cope has been removed, dig a hole about the spindle and imbed the washer in the sand again to the proper depth in order to form the other end of the huh. This adjustment may best be made by marking the spindle when the washer is in the first position, and making the second setting by measurement The bottom bed is now swept. This is done by lowering the sweep so that its bottom conies against the upper face of the washer. This floor is swept so that it extends several inches beyond the outer ends of the teeth. The sectional pattern is now attached to the spindle. This is accomplished by having a frame which, when slipped over the spindle will set the teeth at the proper distance from the center. The pattern should be set and gently pressed down upon the bed so as to form a faint imprint in the same. Then raise and .swing it around until the tooth at one end of the segment exactly cor--responds and tits into the print made by the tooth at the other end. Press it down upon the bed again and make another set of marks. Repeat the process until the entire circle has been completed. The teeth should exactly correspond and be of the same pitch without a break. If they join accurately at the end of the circle the pattern is in correct adjustment. If they do not, an error has been made and the work must be done again until the prints are uniform. When this is done the ramming may begin. Set the pattern in the prints that have been made and ram the sand about the outside. Hoards may be temporarily set in the sand to protect the ends. , When the section has been rammed draw the pattern by raising it with its attachment to the spindle and set it again in the prints beyond. Allow the rear tooth of the pattern to rest in the mould already made about the tooth previously in front. Repeat the process until all of the teeth of the circle have been made. Remove the pattern, and dress the sand forming the teeth.
The una of each gears are usually made with dry sand cores. The pattern to which the teeth are attached should have a length that will reach from one core to another whether the teeth do or not. Raise the sweep and set the cores in position as shown in Fig. 68. Set the pattern which has the section of rim, so as to nuke a connection from the outer end of one core to the next. Ram the sand in between the pattern and the cores and sweep the former level with the top of the latter. Sleek this surface off and finish. Then withdraw the pattern and shift to the next section. and so continue until the mould is completed. The dry-sand cores for the arms are made in boxes and baked as already described. Now withdraw the spindle and washer and pack the hole left by the former with green sand up to a point where it is convenient to form a rest for the center core. Set this core, and the mould is ready for the closing of the cope.
Fig. 68.
Continue to:
My Books

