Jigs With Cored Holes
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Jigs With Cored Holes
As large jigs are usually made from cast iron and as it is advisable, when the holes are large, to core them, it is necessary, in order to lay off the location of the center of the hole, to insert a piece of steel or brass a, Fig. 288, in the hole and then to determine the desired point on the inserted metal.
Where the button method is to be used, a button of a size somewhat larger than the cored hole is required; and this, bolted against the face of the boss in the proper location, enables the workman properly to locate the jig on the faceplate of the lathe. If the jig is too large to swing in the lathe, it may be fastened to the table of the boring mill and trued by means of an indicator held in the cutter head of the machine; or the jig may be attached to the milling machine table, and the bushing hole bored, as described on previous pages.
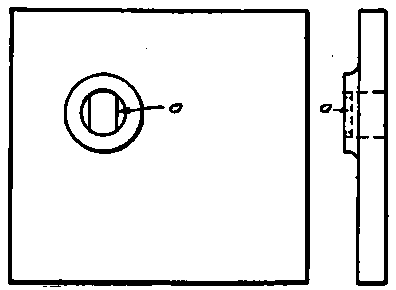
Fig. 288. Locating Center of Cored Hole in Jig.
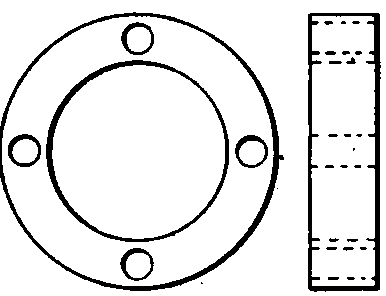
Fig. 289. Use of Buttons in Using Bore Bar for Bushing Holes in Jig.
When properly located, the piece of brass and steel may be knocked out of the hole, or the button may be removed and the hole bored to desired size. Many tool-makers always drill or file the walls of a cored hole to remove all hard scale, as there is always more or less danger of knocking a piece of work out of true when cutting through cast-iron scale. When the scale is removed before machining, there is little likelihood of moving the work if it is securely clamped to the machine, and the workman is reasonably careful.
In work of this character, the workman is not expected to take such heavy cuts as would be taken on manufactured articles which are securely held in specially designed holdfasts; and he should be particularly careful when taking cuts where there is more stock to be removed on one side than on the other, as the unequal strain is especially likely to throw work out of true.
The warning given elsewhere should be repeated: Never ream a bushing hole; always machine to size with an inside turning tool, or with a boring bar where such a tool can be used.
Under certain conditions, especially where a boring bar is to be used, either in the boring machine or in a lathe where the work is to be fastened to the carriage and the boring bar supported on the centers of the lathe, buttons are used which have several holes passing through them, as shown in Fig. 289. These holes are somewhat larger than the cap screws which attach the button to the face of the jig. The button has a hole through the center A or 1/3 inch larger than the desired hole in the jig. It is accurately located on the face of the jig, which is then placed on the machine and fastened in position. To locate the jig properly, the boring bar is passed through the cored hole and placed in position; then by fastening an indicator to the lathe spindle and rotating the latter, the button can be set so as to be equidistant at all points from the bar. This method will compensate for any eccentricity in the boring bar. The advantage of this form of button is that it can be left in position on the jig while the hole is being bored; and when the hole is finished, a plug may be inserted, and the hole tested for accuracy of location.
At times, it is desirable to use the method described above when the hole passes through but one side of the jig and it would not be possible to carry it through the other side. In such a case, a boring tool which screws on the nose of the spindle or fits into the spindle hole may be used. Such a cutter is shown in Fig. 290.
Continue to:
My Books

