Spur Gears. Continued
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Spur Gears. Continued
It will be noticed that R is nearly parallel to the top of the tooth; and it may easily happen that the friction may become of such a value that it will turn the direction of R until it lies along the top of the tooth exactly, which is the condition for maximum moment. For strength calculations it is usual to consider this condition as existing in all cases.
At the beginning of contact there is more or less shock when the teeth strike together, and this effect is much more evident at high speeds. There is also at the beginning of contact a sort of chattering action as the driving tooth rubs along the driven tooth.
Uniform distribution of pressure along the face of the tooth is often impaired by uneven wear of the bearings supporting the gear shafts, the pressure being localized on one corner of the tooth. The same effect is caused by the accidental presence of foreign material between the teeth. Again, in cast gearing, the spacing may be irregular, or, on account of draft on the pattern, the teeth may bear at the high points only. While it is usual to consider that the load is evenly distributed along the face of the tooth, yet the above considerations show that an ample margin of strength must always be allowed on account of these uncertainties.
When the number of teeth in the mating gears is high, the load will be distributed between several teeth ; but, as it is almost certain that at some time the proper distribution of load will not exist, and that one tooth will receive the full load, it is considered that practically the only safe method is so to design the teeth that a single tooth may be relied upon to withstand the full load without failure.
Theory
Based on the Analysis as given, the theory of gear teeth assumes that one tooth takes the whole load, and that this load is evenly distributor.' and acts parallel with its base, thus reducing the condition of the tooth to that of a cantilever beam. The magnitude of this load at the top of the tooth is taken for convenience the same as the force transmitted at the pitch circle. This condition is shown in Fig. 34. Equating the external moment to the internal moment, we then have, from mechanics:

Fig. 34.
WL = SI / c = SFH2 / 6 (61)
The thickness H is usually taken either at the pitch line or at the root of the tooth just before the fillet begins; and L, of course, is dependent on the tooth dimensions. The formula is most readily used when the outline of the tooth is either assumed or known, a trial calculation being made to see if it will stand the load, and a series of subsequent calculations followed out in the same way until a suitable tooth is found. This method is pursued because there are certain even pitches which it is desirable to use; and it is safe to say that any calculation figured the reverse way would result in fractional pitches. The latter course may be used, however, and the nearest even pitch chosen as the proper one.
As stated under "Analysis," there are a great many circumstances attending the operation of gears which make impossible the purely theoretical application of the beam formulae. For this reason there is no one element of machinery which depends so much on experience and judgment for correct proportion as the tooth of a gear. Hence it is true that a rational formula based on the theoretical one is really of the greater practical value in tooth design.
If we examine formula 61, we find that in a form solved for W, we have:
W = SFH2 / 6 L. (62)
Of these quantities, H and L are the only variables, for we can make the others what we choose. H and L depend upon the circular pitch Pl and the curvature and outline of the tooth. If now we could settle on a standard system of teeth, we could establish a coefficient to be used to take the place of the variable part of H and L, .which depends on the outline of tooth, and we should thus have an empirical formula which would be on a theoretical basis.
This, Mr. Wilfred Lewis has done; and it is safe to say that this formula is more universally used and with more satisfactory practical results than any other formula, theoretical or practical, that has ever been devised. His coefficient is known as y, and was determined from many actual drawings of different forms of teeth showing the weakest section. This coefficient is worked out for the three most common systems as follows:
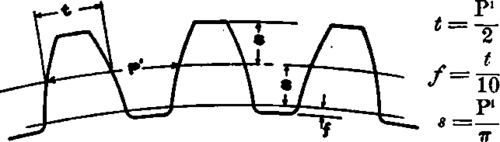
Fig. 35.
For 20° involute, y = 0.154 - 0.912 / N (63)
For 15° involute and cycloidal, y = 0.124 - 0.684 / N (64)
For radial flanks, y = 0.075 - / 0.276 / N. (65)
The tooth upon which the above is based is the American standard or Brown & Sharpe tooth, for which the proportions are shown in Fig. 35.
The "Lewis" formula* is:
W = SP1 Fy. (66)
A table indicating the value of S for different speeds follows:
Safe Working Stresses for Different Speeds.
Speed of teeth, ft. per min. | 100 | 200 | 300 | 600 | 900 | 1200 | 1800 | 2400 |
Cast iron | 8000 | 6000 | 4800 | 4000 | 3000 | 2400 | 2000 | 1700 |
20000 | 16000 | 12000 | 10000 | 7600 | 6000 | 5000 | 4300 |
Note be found of the Lewis formula will:
A usual relation of F to P1 is:
For cast teeth, P = 2P1 to 3P1, (66)
For cut teeth, P = 3P1 to 4P1. (67)
The usual method of handling these formulae is as follows:
The pitch circles of the proposed gears are known or can be assumed; hence W can readily be figured, also the speed of the teeth, whence 8 can be read from the table. The desired relation of F to P1 can be arbitrarily chosen, when P1 and y become the only unknown quantities in the equation. A shrewd guess can be made for the number of teeth, and y calculated therefrom. Then solve the equation for P1 which will undoubtedly be fractional. Choose the nearest even pitch, or, if it is desired to keep an even diametral pitch, the fractional pitch that will bring an even diametral pitch. Now, from this final and corrected pitch, and the diameter of the pitch circle, calculate the number of teeth N in the gear. Check the assumed value of y by this positive value of N.
Another good way of using this formula is to start with the pitch and face desired, and the diameter of the pitch circle. In this case W is the only unknown quantity, and when found can be compared with the load required to be carried. If too small, make another and successive calculations until the result approximates the required load.
Fig. 37.
Continue to:
My Books

