Time Keeping In The Manufacturing Plant
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Time Keeping In The Manufacturing Plant
As cost of labor is usually greater than any other in the manufacturing plant, and frequently greater than all other factors in the cost of manufacturing, it is very important that the records pertaining to this expense be properly planned and accurately kept.
Various methods have been adopted and used for this purpose. Some of the more prominent plans will be given. They are each adapted to some certain kind or class of work, and it will often be found that in practice still different forms must be devised in order to meet the existing conditions.
There are three methods of recording the time of employees namely:
1. By entering the time in a book or upon cards, by a Time-Keeper.
2. By entering the time upon cards by the workman himself.
3. By stamping the time upon cards by the workman in a time-recording clock.
The first of these methods is the oldest form, and has now to a great extent gone out of use.

Fig. 9. Pattern Shop Time Card.
A large majority of the work of a manufacturing plant requires that the time worked by the employees shall be registered twice. That is, one entry shall be of the day time (time paid for by the day), which necessitates the recording of the total number of hours worked each day; the second entry shall record the job time (the time worked upon the different jobs during the day). This second entry is sometimes called Time Distribution, since the employee's time is distributed over the different jobs upon which he has worked.
Time-Card Forms
This work is sometimes done by means of time cards as shown in Figs. 9, 10, 11, and 12, which are given as characteristic examples of these methods. These cards are of different tints as a convenient method of recognizing them.
Fig. 9 is yellow, and is used in the Pattern Shop. Fig. 10 is chocolate-colored, and is used in the Forge Shop. Fig. 11 is blue, and is used by the Carpenters and Flask Makers.
Fig. 12 is white, and is used in the Machine Shop.
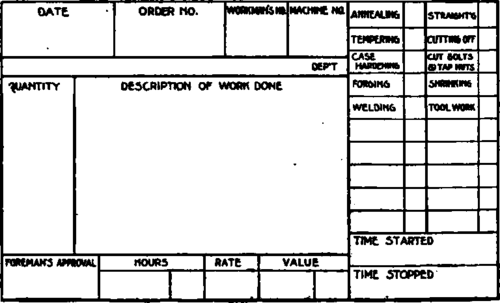
Fig. 10. Forge Shop Time Card.
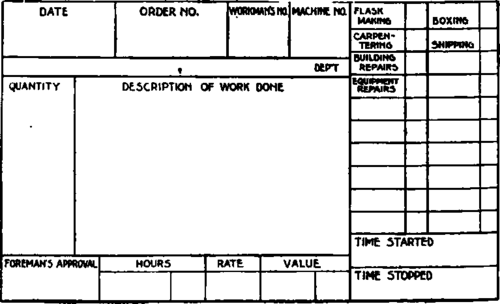
Fig. 11. Time Card for Carpenters and Flask Makers.
Similar card forms may be devised for any other department of a plant, or for the departments of plants doing entirely different work.
When these cards are used as a means of distributing the time to the various jobs or orders in force in the shop, the day time, from which the pay-roll is made up, is usually recorded on a strip of paper in a time clock, the operation being performed by each employee as he passes into the shop morning and afternoon, and when leaving at noon and night. Passing to the clock, the workman swings a lever to his individual number, and presses in a knob, whereby the exact time of the operation is recorded upon a slip of paper, a ribbon, or a disc within the clock.
In other forms of time clock, an individually numbered key is inserted in one of the individually numbered holes, turned around, and withdrawn. The time is recorded in a manner quite similar to that used in the case just described above.
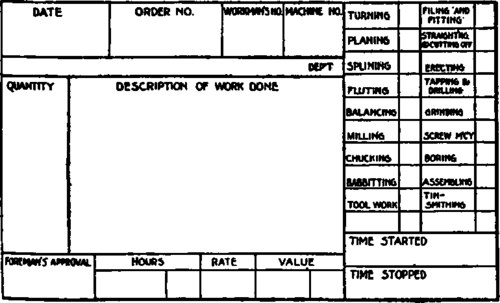
Fig. 12. Machine Shop Time Card.
The four forms for time cards shown are quite similar, the difference being in the list of operations given at the right-hand end of the card.
At the top of the card are spaces for the date, order number, workman's number, and the number of the machine upon which he works (provided the work is done on a machine). In the next space, the name of the department is given. This is followed by spaces for the quantity - that is, the number of pieces, feet, or inches of such material as is designated in this way, or the number of pounds in weight of the material. Then comes a brief description of the work.
Opposite each of these is a square in which the workman can indicate the particular kind of work he has been doing, by marking an X. Thus the form shown in Fig. 9 contains the following classes of work - namely, Pattern Making, meaning new pattern work; Pattern Repairs, referring to repairs charged to the job; Foundry Repairs, or repairs to patterns or fixtures the expense of which is to be charged to the Foundry Department; Equipment Repairs, referring to pattern shop equipment; General Office, consisting of small jobs of equipment and maintenance that are better done by a pattern maker than by a carpenter; Drafting Room, similar new work and repairs, such as drafting boards, angles, etc.; Tool Room, similar work chargeable to this department, such as boxes or cases for special tools, and work not entrusted to a carpenter.
Whatever may be the kind of work the employee is engaged upon, he checks it as described; and after the words "Time Started/' he notes the hour and minute he begins work. When the job is completed, he notes the time after the words "Time Stopped The elapsed time, the rate, and the value are filled in by the time clerk.
This card is turned in to the foreman or dropped in a box provided for that purpose, it having been approved by the foreman ot the department in which the work is done. It then goes to the time clerk.
As each workman has a card for each different job and for each day, it follows that all the job cards for a single day must aggregate the same amount of time as that indicated on the stamped record within the recording time clock. Discrepancies of this kind are investigated, and the time distribution readjusted until satisfactory, the foreman of the department usually being consulted in the case.
Continue to:
My Books

