Wrenches
Description
This section is from the book "Modern Shop Practice", by Howard Monroe Raymond. Also available from Amazon: Modern Shop Practice.
Wrenches
A simple tool that is frequently called for is the S wrench. This wrench is usually made with a gap at each end, suited for nuts of different sizes. It is shown complete in Fig. 61
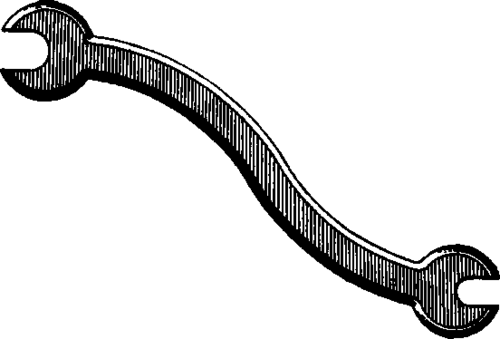
Fig. 61.
The jaws at the end should be parallel with each other. A line drawn from one jaw to the other should make an angle of 30 degrees with the center line of each jaw. There are two ways in which such a wrench can be forged. One is to forge the jaws separately and then weld to the handle. In the other the jaws are cut from a solid piece of metal and the iron between is then drawn down to the proper size for the handle. The latter is preferable, since it avoids all welds. To make the wrench by the second process, select a piece of steel large enough to form the head. Fuller it down back of the head as shown in A Fig. 62, at a a. Round the end and punch the hole b. Next treat the other end in the same way and draw out the intermediate metal giving the form shown at B. Now cut out the holes b b securing the form shown at C. It now remains to bend the heads to the proper angle and give the desired curve to the shank. In forging such a wrench the outer edges should be slightly rounded so that they will not cut the hand. The inside of the jaws should be perfectly square with sharp edges. This finish can be best obtained by filing.
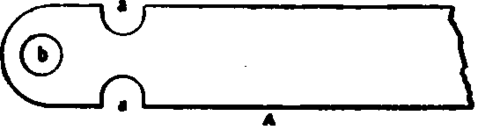


Fig. 62.
Continue to:
My Books

