Adjusting Surfaces By Hammering
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Adjusting Surfaces By Hammering
One of the most interesting uses of the hammer is for stretching plates of metal. Blows applied upon the surface of a straight piece of metal will cause the side struck to rise up and become convex, and render the other side concave. This process is termed "paning" or "pening," from the pane or pene of the hammer being generally used to perform it; it is resorted to for straightening plates, correcting the tension of circular saws, etc, and has recently been made the subject of a most instructive lecture before the Franklin Institute, by Joshua Rose, from -which the following abstract is taken.
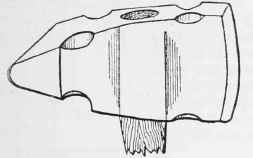
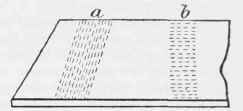
Supposing you have a 1/8-in. plate with a dent in the middle, on laying one end on an anvil, holding up the other in your left hand, and springing the plate up and down with your right hand, if you watch the plate, you will see that as you spring it the middle moves most, and the part that moves is a "loose" place. The metal round about it is too short and is under too much tension. Now, if you hammer this loose place you will stretch it and make it wide, so hammer the places round about it that move the least, stretching them so that they will pull the loose place out. With a very little practice you can take out a loose place quite well; but when it comes to a thick plate, the case is more difficult, because you cannot bend the plate to find the tight and loose places, so you stand it on edge, and between you and the window the lights and shades show the high and low patches. Fig. 128 represents what is called the "long cross-face" hammer used for the first part of the process, which is termed the "smithing." The face that is parallel to the handle is the long one, and the other is the cross-face. These faces are at right angles one to the other, so that without changing his position the operator may strike blows that will be lengthways in one direction, as at a, in Fig. 129, and by turning the other face towards the work he may strike a second series standing as at b.
Now, suppose we had a straight plate and delivered these two series of blows upon it, and it is bent to the shape shown in Fig. 130, there being a straight wave at a, and a seam all across the plate at b, but rounded at its length, so that the plate will be highest in the middle, or at c, if we turn the plate over and repeat the blows against the same places, it will become flat again.
To go a little deeper into the requirements of the shape of this hammer, for straightening saws both faces are made alike, being rounded across the width and slightly rounded in the length, the amount of this rounding in either direction being important, because if the hammer leaves indentations, or what are technically called " chops," they will appear after the saw has been ground up, even though the marks themselves are ground out; because in the grinding the hard skin of the plate is removed, and it goes back to a certain, but minute, extent towards its original shape. This it will do more in the spaces between the hammer blows than it will where the blows actually fell, giving the surface a slightly waved appearance.
The amount of roundness across the face regulates the widths, and the amount of roundness in the face length regulates the length of the hammer marks under any given force of blow. As the thicker the plate the more forcible the blow, therefore the larger the dimensions of the hammer mark. This long cross-face is used again after the saws have been ground up, but the faces are made more nearly flat. so that the marks will not sink so deeply, it being borne in mind, however, that in no case must they form distinct indentations or "chops."
Fig. 131 is a "twist" hammer, used for precisely the same straightening purposes as the long cross-face, but on long and heavy plates, and for the following reasons.
When the operator is straightening a short saw, ho can stand close to the spot he is hammering, and the arm using the hammer may be well bent at the elbow, which enables him to see the work plainly, and does not interfere with the use of the hammer, while the shape of the smithing hammer enables him to bend his elbow and still deliver the blows lengthways, in the required direction. But when a long and heavy plate is to be straightened, the end not on the anvil must be supported with the left hand, and it stands so far away from the anvil that he could not bend his elbow and still reach the anvil. With the twist hammer, however, he can reach his arm out straight forward to the anvil, to reach the work there, while still holding up the other end, which he could not do if his elbow were bent. By turning the twist hammer over he can vary the direction of the blow the same as with the long cross-face.


Both these hammers are used only to straighten the plates, and not to regulate their tension, for a plate may be flat and still have in it unequal strains; that is to say, there may exist in different locations internal strains that are not strong enough to bend the plate out of truth as it is, but which will tend to do so if the slightest influence is exerted in their favour, as will be the case when the saw is put to work. When a plate is in this condition, it is said to have unequal tension, and it is essential to its proper use that this be remedied.
The existence of unequal tension is discovered by bending the plate with the hands, as has been already mentioned, and it is remedied by the use of the dog-head hammer, shown in Fig. 132, whose face is rounded so that the effects of its blow will extend equally all round the spot struck. It will be readily understood that the effects of the blow delivered by the smithing, or by the twist hammer, will be distributed as in Fig. 133, at a, b, while those of the dog-head will be distributed as at Fig. 133, c, gradually diminishing as they pass outwards from the spot struck; hence the dog-head exerts the most equalized effect.
Continue to:
My Books

