Wrenches
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Wrenches
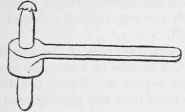
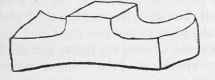
Wrenches for rotating taps, broaches, and similar tools are made of three portions for each wrench, one piece being the boss which is to contain the hole or holes, and the other pieces being round straight pieces for the handles, the three being separately made, and the holes in the boss-part finished, previous to welding the pieces together. The length of the'boss-part depends on the number of holes to be in it, and after the length is ascertained, a piece of soft steel is selected which is large enough for the boss, and long enough to allow a stem to be thinned at each end of the boss; this component piece is first properly marked while cold, to denote the commencement of each stem, and next fullered with top and bottom fullers to commence the thinning, which reduces the stems to a proper diameter. A boss-piece of this class is shown by Fig. 119, which is to have only one square hole. Another boss-piece, made by the same means, but having 3 holes, is represented by Fig. 120; in this figure a mouth for a tongue joint is shown at the end of each stem, such a joint being adopted when making large tap spanners. A tap spanner to be welded by means of scarf joints is indicated by Fig. 121, in which the ends are thickened and bevelled ready for welding.
When the handles are welded with tongue joints, the joints are made very strong, through the extremities being made to extend several inches along the handles, as denoted in Fig. 122.
A small wrench that is only about 1 ft. long is made of only one piece of steel, and it is not necessary to select soft steel for welding, the stems which are produced from the boss being made long enough by thinning to become the handles, without welding them to separate pieces. Large tap spanners, also, are occasionally made in this way if the operators have access to steam hammers for the reducing. For economy, small wrenches are often made of old files, and if the steel is not too brittle to be properly thinned for the handles, strong, hard, durable spanners are produced.
All the holes in wrenches are square, and are made by punching and drifting, having proper care to enlarge the holes with smooth drifts, so that only a very little filing shall be necessary. The handles of tap wrenches are lathe-turned, and the junctions of the stems with the bosses are nicely curved with springy corner tools.
To make a capstan spanner having 4 handles extending from the boss, one thick piece for the boss is necessary, and 4 straight pieces for the handles; these are welded to the boss part by means of stems that are produced from the boss by thinning.
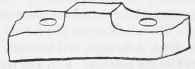
The outer shape of the boss should bo square, not circular; and to produce a boss which is to be 4 in. long and about 4 in. square, a piece of soft steel bar should be selected which is about 4 1/2 in. square, which will allow a trimming to shape the boss after it is spread with punching and drifting, the length of the piece being about 9 in., that there may be ample metal for the 4 stems, in addition to the boss. This piece is first fullered at each side of the intended boss, and thinned, to form a lump in the middle, and which shall extend from only one side, as shown in Fig. 123; the two thinner portions are next punched with a round punch to make 2 holes near the boss, similar to those in Fig. 124; a slip is next made from each hole, to make the 2 stems or arms into 4; these are separated, and the junctions fullered to make a rough 4-arm boss denoted by Fig. 125. The square hole is next punched in the boss, by commencing with a very taper square punch, which is driven from both ends of the hole, the punch being placed to make each corner of the hole opposite one of the 4 arms. After punching, square drifts are used to enlarge the hole, and a hammering is given to the boss while a drift is in the hole, and the boss at welding heat, which makes it rather more fibrous than before.
The junctions of the arms are next shaped with a fuller and set hammer, and the arms lengthened to a convenient length, that the boss may not be too near the anvil while welding the handles to the stems of the boss. The final shaping of the boss consists in cutting off superfluous metal with a flat chisel and a gouge chisel, and smoothing it with a set hammer or flatter, also with a fuller at the junctions, while a drift of the finished size of the hole remains in it. A boss of this class requires-a careful trimming to shape it at the conclusion of forging, to avoid a lengthy shaping while cold, especially because it cannot be turned in a lathe. The boss, having its arms at right angles to each other, and reduced to a proper thickness, is represented by Fig. 126.




The circular boss, shown by Fig. 127, has an elegant appearance, and can be lathe-turned to partly shape it; but such a boss requires more metal around a square hole than is necessary for a square boss of the same strength. When bosses having 4 arms, or 3 arms, are being made in considerable numbers, each one can be easily shaped in a shaping mould, which is fitted to a steam-hammer anvil.
Continue to:
My Books

