Chisels and Chisel-shaped Tools
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Chisels and Chisel-shaped Tools
The following remarks are in the main condensed from a lecture on Chisels and Chisel-shaped Tools, delivered by Joshua Rose before the Franklin Institute, Philadelphia.
In Figs. 20 and 21 are shown the shapes in which flat chisels are made. The difference between the two is that, as the cutting edge should be parallel with the flats on the chisel, and as Fig. 20 has the widest flat, it is easier to tell with it when the cutting edge and the flat are parallel; therefore the broad flat is the best guide in holding the chisel level with the surface to be chipped. Either of these chisels is of a proper width for wrought-iron or steel, because chisels used on these metals take all the power to drive that can be given with a hammer of the usual proportions for heavy clipping, which is - weight of hammer, 1 3/4 lb.; length of hammer handle, 13 in.; the handle to be held at its end and swinging back about vertically over the shoulder.
If so narrow a chisel be used on cast-iron or brass, with full-force hammer blows, it will break out the metal instead of cutting it, and the break may come below the depth wanted to chip, and leave ugly cavities. So for these metals the chisel must be made broader, as in Fig. 22, so that the force of the blow will be spread over a greater length of chisel edge, and the edge will not move forward so much at each blow, therefore it will not break the metal out.
Another advantage is that the broader the chisel the easier it is to hold its edge fair with the work surface and make smooth chipping. The chisel point must be made as thin as possible, the thickness shown in the sketches being suitable for new chisels. In grinding the 2 facets to form the chisel, be careful to avoid grinding them rounded, as shown in a in the magnified chisel ends in Fig. 23; the proper way is to grind them flat, as at b in the sketch. Make the angle of these 2 facets as acute as you can, because the chisel will then cut easier.





The holding angle at c, in Fig. 24, is about right for brass, and that at d is about right for steel. The difference is that with hard metal the more acute angle dulls too quickly.
Considering the length of the cutting, it may for heavy chipping be made straight, as in Fig. 20, or curved, as in Fig. 22, which is the best, because the corners are relieved of duty and are therefore less liable to break. The advantage of the curve is greatest in fine chipping, because, as seen in Fig. 25, a thin chip can be taken without cutting with the corners, and these corners are exposed to the eye in keeping the chisel edge level with the work surface.
In any case you must not grind the chisel hollow in its length, as in Fig. 26, or as shown exaggerated in Fig. 27, because in that case the corners will dig in and cause the chisel to be beyond control; besides that, there will be a force that, acting on the wedge principle and in the direction of the arrows, will operate to spread the corners and break them off.




Do not grind the facets wider on one side than on the other of the chisel, as in Fig. 28, because in that case the flat of the chisel will form no guide to let you know when the cutting edge is level with the work surface. Nor must you grind it out of square with the chisel body, as in Fig. 29, because in that case the chisel will be apt to jump tideways at each hammer blow.


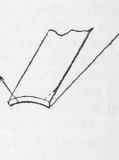
A quantity of metal can be removed quicker by using the cope chisel in Fig. 30, to first cut out grooves, as at a, b, and c in Fig. 31, spacing these grooves a little narrower apart than the width of the flat chisel, and thus relieving its corners. It is necessary to shape the end of this chisel as at a and b, and not as at c, as in Fig. 30, so as to bo able to move it sideways to guide it in a straight line, and the parallel part at c will interfere with this, so that if the chisel is started a very little out of line it will go still farther out of line, and cannot be moved sideways to correct this.
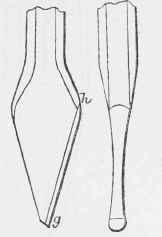
The round-nosed chisel, Fig. 32, must not be made straight on its convex edge: it may be straight from h to g, but from g to the point it must be bevelled so that by altering the height of the chisel head it is possible to alter the depth of the cut.
The cow-mouthed chisel, Fig. 33, must be bevelled in the same way, so that when used to cut out a round corner, as at l in Fig. 31, you can move the head to the right or to the left, and thus govern the depth of its cut.

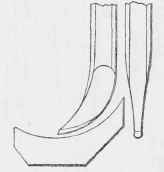
The oil groove chisel in Fig. 34 must be made narrower at a than it is across the curve, as it will wedge in the groove it cuts-.
The diamond-point chisel in Figs. 35 and 36 must be shaped to suit the work, because if it is not to be used to cut out the corners of very deep holes, you can bevel it at m and thus bring its point x central to the body of the steel, as shown by the dotted line q, rendering the corner x less liable to break, which is the great trouble with this chisel. But as the bevel at m necessitates the chisel being leaned over as at y in Fig. 31, it could in deep holes not be kept to its cut; so you must omit the bevel at m. and make that edge straight as at r in Fig. 36.
Continue to:
My Books

