Chisels and Chisel-shaped Tools. Continued
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Chisels and Chisel-shaped Tools. Continued
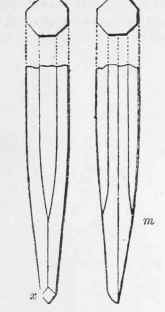
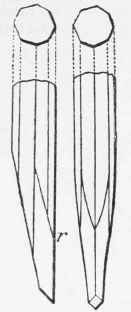
The side chisel obeys just the same rule, so you may give it bevel at w in Fig. 37 for shallow holes, and lean it over as at z in Fig. 31, or make the side v w straight along its whole length, for deep ones; but in all chisels for slots or mortices it is desirable to have, if the circumstances will permit, some bevel on the side that meets the work, so that the depth of the cut can be regulated by moving the chisel head.
In all these chisels, the chip on the work steadies the cutting end, and it is clear that the nearer you hold the chisel at its head the steadier you can hold it, and the less the liability to hit your fingers, while the chipped surface will be smoother.
To take a chip off a piece of wrought iron, if it is a heavy chip, stand well away |from the vice, as an old hand would do, instead of close to it, as would be natural in an uninstructed beginner. In the one case the body is lithe and supple, having a slight motion in unison with the hammer; while in the other it is constrained, and not only feels but looks awkward. If, now, you wish to take a light chip, you must stand nearer to the work, so that you can watch the chisel's action and keep its depth of cut level. In both cases you push the chisel forward to its cut and hold it as steadily as you can. It is a mistake to move it at each blow, us many do, because it cannot be so accurately maintained at the proper height. Light and quick blows are always necessary for the finishing cuts, whatever the kind of metal may be.
With the side chisel there must be a bevel made at the end in order to enable the depth of cut to be adjusted and governed, for if you happened to get the straight chisel too deeply into its cut, you cannot alter it, and unless you begin a new cut it will get embedded deeper, and will finally break. But with this side chisel (Fig. 37) that is slightly bevelled, you can regulate the depth of cut, making it less if it gets too deep, or deeper if it gets too shallow.

The chisel that is driven by hammer blows may be said to be to some extent a connecting link between the hammer and the cutting tool, the main difference being that the chisel moves to the work while the work generally moves to the cutting tool. In many stone-dressing tools the chisel and hammer are combined, inasmuch as that the end of the hammer is chisel shaped, an example of this kind of tool being given in the pick that flour millers use to dress their grinding stones. On the other hand, we may show the connection between the chisel and the cutting tool by the fact that the wood-worker uses the chisel by driving it with a mallet, and also by using it for a cutting tool for work driven in the lathe. Indeed, we may take one of these carpenters' chisels, and fasten it to the revolving shaft of a wood-planing machine, and it becomes a planing-knife; or we may put it into a carpenters' hand plane, and by putting to the work it becomes a plane blade. In each case it is simply a wedge whose end is made more or less acute so as to make it as sharp as possible, while still retaining strength enough to sever the material it is to operate upon.
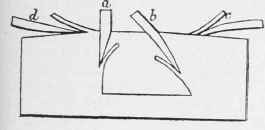
In whatever form we may apply this wedge, there are certain well-defined mechanical principles that govern its use. Thus, when we employ it as a hand tool its direction of motion under hammer blows is governed by the inclination of that of its face3 which meets the strongest side of the work, while it is the weakest side of the material that moves the most to admit the wedge, and, therefore, becomes the chip, cutting, or shaving. In Fig. 38, for example, we have the carpenters' chisel operating at a and b to cut out a recess or mortice, and it is seen that so long as the face of the chisel that is next to the work is placed level with the straight surface of the work, the depth of cut will be equal, or, in other words, the line of motion of the chisel is that of the chisel face that lies against the work. At c and d is a chisel with, in the one instance, the straight, and in the other the bevelled face toward the work surface. In both cases the cut would gradually deepen because the lower surface of the chisel is not parallel to the face of the work.
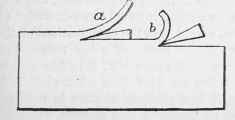
If now we consider the extreme cutting edge of the chisel or wedge-shaped tools, it will readily occur that but for the metal behind this fine edge the shaving or cutting would come off in a straight ribbon, and that the bend or curl that the cutting assumes increases with the angle of the face of the wedge that meets the cutting, shaving, or chip. For example, if you take a piece of lead, and with a penknife held as at a, Fig. 39, cut off a curl, it will be bent to a large curve; but if the same knife is held as at b, it will cause the shaving to curl up more. It has taken some power to effect this extra bending or curling, and it is therefore desirable to avoid it as far as possible For the purpose of distinction, the face of the chisel which meets the shaving may be called the top face, and that which lies next the main body of the work the bottom face. Then at whatever angle these 2 faces of the chisel may be to each other, and in whatever way the chisel is presented to the work, the strength of the cutting edge depends upon the angle of the bottom face to the line of motion of the chisel; and this is a rule that applies to all tools embodying the wedge principle, whether they are moved by hand or machine.
Thus in Fig. 40 the bottom face is placed at an angle of 80° to the line of tool motion, which is denoted by the arrow, and its weakness is obvious. If the angle of the top face to the line of tool motion is determined upon, we may therefore obtain the strongest cutting edge in a hand-moved tool by causing the bottom angle to lie flat upon the work surface. But in tools driven by machine power, and therefore accurately guided in their line of motion, it is preferable to let the bottom face clear the work surface, save at the extreme cutting edge. The front face of the tool is that which mainly determines its keenness, as may be seen from Fig. 41, in which the tool is differently placed with relation to the work, that at a being obviously the keenest and least liable to break from the strain of the cutting process.


Continue to:
My Books

