Drilling And Boring
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Drilling And Boring
The term "drilling" is applied to the operation of perforating or sinking holes in solid material, while "boring" is confined to turning out annular holes to true dimensions. These allied processes are thus succinctly explained by Richards in his excellent manual on 'Workshop Manipulation.' In boring, tools are guided by axial support independent of the bearing of their edges on the material; while in drilling, the cutting edges are guided and supported mainly from their contact with and bearing on the material drilled. Owing to this difference in the manner of guiding and supporting the cutting edges, and the advantages of an axial support for tools in boring, it becomes an operation by which the most accurate dimensions are attainable, while drilling is a comparatively imperfect operation; yet the ordinary conditions of machine fitting are such that nearly all small holes can be drilled with sufficient accuracy.
Boring may be called internal turning, differing from external turning, because of the tools performing the cutting movement, and in the cut being made on concave instead of convex surfaces; otherwise there is a close analogy between the operations of turning and boring. Buring is to some extent performed on lathes, either with boring bars or by what is termed chuck-boring; in the latter, the material is revolved and the tools are stationary. Boring may be divided into three operations as follows: chuck-boring 0:1 lathes; bar-boring when a boring bar runs on points or centres, and is supported at the ends only; and bar-boring when a bar is supported in and fed through fixed bearings. The principles are different in these operations, each being applicable to certain kinds of work. A workman who can distinguish between these plans of boring, can always determine from the nature of a certain work which is the best to adopt, has acquired considerable knowledge of fitting operations. Chuck-boring is employed in three cases: for holes of shallow depth, taper holes, and holes that are screw-threaded. As pieces are overhung in lathe-boring, there is not sufficient rigidity, either of the lathe spindle or of the tools, to admit of deep boring.
The tools being guided in a straight line, and capable of acting at any angle to the axis of rotation, the facilities for making tapered holes are complete; and as the. holes are stationary, and may be instantly adjusted, the same conditions answer for cutting internal screw-threads; an operation corresponding to cutting external screws, except that the cross motions of the tool slide are reversed. The second plan of boring by means of a bar mounted on points or centres is one by which the greatest accuracy is attainable; it is, like chuck-boring, a lathe operation, and one for which no better machine than a lathe has been devised, at least for the smaller kinds of work. It is a problem whether in ordinary machine fitting there is not a gain by performing all boring in this manner, whenever the rigidity of boring bars is sufficient without auxiliary supports, and when the bars can pass through the work. Machines arranged for this kind of boring can be employed in turning or boring as occasion may require. When a tool is guided by turning on points, the movement is perfect, and the straightness or parallelism of holes bored in this manner is dependent only on the truth of the carriage movement.
This plan of boring is employed for small steam cylinders, cylindrical valve seats, and in cases where accuracy is essential. The third plan of boring with bars resting in bearings is more extensively practised, and has the largest range of adaptation. A feature of this plan of boring is that the form of the boring bar, or any imperfection in its bearings, is communicated to the work; a want of straightness in the bar makes tapering holes. This, of course, applies to cases where a bar is fed through fixed bearings placed at one or both ends of a hole to be bored. If a boring bar is bent, or out of truth between its bearings, the diameter of the hole (being governed by the extreme sweep of the cutters) is untrue to the same extent, because as the cutters move along and come nearer to the bearings, the bar runs with more truth, forming a tapering hole diminishing toward the rests or bearings. The same rule applies to some extent in chuck-boring, the form of the lathe spindle being communicated to holes bored; but lathe spindles are presumed to be quite perfect compared with boring bars.
The prevailing custom of casting machine frames in one piece, or in as few pieces as possible, leads to a great deal of bar-boring, most of which can be performed accurately enough by boring bars supported in and fed through bearings. By setting up temporary bearings to support boring bars, and improvising means of driving and feeding, most of the boring on machine frames can be performed on floors or sole plates and independent of boring machines and lathes. There are but few cases in which the importance of studying the principles of tool action is more clearly demonstrated than in this matter of boring; even long practical experience seldom leads to a thorough understanding of the various problems which it involves.
Drilling differs in principle from almost every other operation in metal cutting. The tools, instead of being held and directed by guides or spindles, are supported mainly by the bearing of the cutting edges against the material. A common angular-pointed drill is capable of withstanding a greater amount of strain upon its edges and rougher use than any other cutting implement employed in machine fitting. The rigid support which the edges receive, and the tendency to press them to the centre, instead of to tear them away as with other tools, allows drills to be used when they are imperfectly shaped, improperly tempered, and even when the cutting edges are of unequal length. Most of the difficulties which formerly pertained to drilling are now removed by machine-made drills, which are manufactured and sold as an article of trade. Such drills do not require dressing and tempering, or fitting to size after they are in use, make true holes, are more rigid than common solid shank drills, and will drill to a considerable depth without clogging.
A drilling machine, adapted to the usual requirements of a machine fitting establishment, consists essentially of a spindle arranged to be driven at various speeds, with a movement for feeding the drills; a firm table set at right angles to the spindle, and arranged with a vertical adjustment to or from the spindle; and a compound adjustment in a horizontal plane. The simplicity of the mechanism required to operate drilling tools is such that it has permitted various modifications, such as column drills, radial drills, suspended drills, horizontal drills, bracket drills, multiple drills, and others. Drilling, more than any other operation in metal cutting, requires the sense of feeling, and is farther from such conditions as admit of power feeding. The speed at which a drill may cut without heating or breaking is dependent upon the manner in which it is ground, and the nature of the material drilled; the working conditions may change at any moment as the drilling progresses, so that hand feed is most suitable.
Drilling machines arranged with power feed for boring should have some means of permanently disengaging the feeding mechanism to prevent its use in ordinary drilling.

Drills present considerable variety in size and shape, but representative examples are shown in Fig. 42 : a is the simplest and most general form; b is a pin drill, which does rapid work when a hole for the reception of the pin has been first made with a smaller drill; c is an American production, the Morse twist drill, which far surpasses all others in working capacity. In grinding an ordinary drill (a) ready for use, it is essential to see that the cutting edges are at right angles to each other, the outside faces of the blade slightly rounded, and the point as small and fine as the work will allow. If these conditions are neglected, the point will not maintain a central position, and! there will not be convenient space for the escape of the chips. In pin drills it is absolutely necessary to have the first hole for the pin quite straight, and fitting so well that the pin cannot shake, or the work will be irregular; these drills are not easy to sharpen when worn. The Morse twist drills can be obtained in sets of standard sizes.
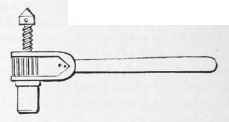
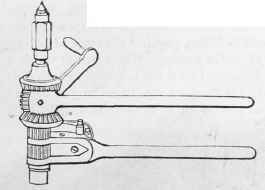
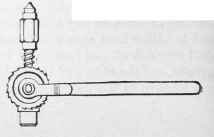
All forms of drill are applied by the aid of a rotary motion, which may be communicated by the ratchet brace, of which several forms are shown: Fig. 43 is a universal ball; Fig. 44, a self-feeding; Fig. 45, a treble-motion; and Fig. 4G, Calvert's ratchet brace. Figs. 47 to 49 are drill stocks of various kinds, differing mainly in the means by which suitable pressure is secured.

Continue to:
My Books

