Lathes
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Lathes
These are now made in a great variety of form and capacity. In looking back to the early days of the turning lathe, before the introduction of the transfer principle in the sliding rest, it is interesting to observe that even then the lathe was a perfect instrument so far as it was a copying machine; those common lathes that were made with a perfectly round spindle-neck, if any such existed, would yield a round figure in the article under operation, providing that the cutting instrument was held steadily. And even in a still higher degree was correct workmanship attained in the old-fashioned dead-centre lathes; if the centre holes in the article to be turned were formed with moderate care, and the article held steadily between the centres, then the surface developed by the cutting instrument when firmly held would be as perfect a circle as one described by a pair of compasses. With such apparatus, however, the chances of error were numerous, arising principally from the spindle-necks not being perfectly round; for even in the case of modern lathes, a perfect spindle-neck is more rarely obtained than is generally supposed, as a close examination will show, the polygonal form being much more predominant than the true circle.
There are lathes, even among those of the most recent make, which have only to be handled gently to show their condition in this respect. Until recently such approximations to roundness were sufficient; but the extensive introduction of accurate gauges into workshops has, besides teaching the importance of precise dimensions, made engineers familiar with true circles. Hence there is now a much greater appreciation of positive truth of workmanship, and positive truths are always important; and in well-conducted workshops there is a constant striving after that condition and a gradual closing up of every avenue whereby error can creep in.
Such extreme accuracy is sometimes thought to be more costly than a less careful system; but practical men, like Anderson, have arrived at a contrary opinion, and are convinced that while extreme accuracy may be more expensive at the outset, especially from the want of workmen competent to carry it out, yet with a little perseverance the advantage arising from it will be clearly perceived, and the apparently inordinate cost will shortly be brought below that of less perfect arrangements. Many articles after being carefully turned and planed have to undergo a long course of filing and scraping before they are brought to the required quality of surface; whereas, if a small fraction of this outlay were spent in making the copy in the lathe spindle or the copy in the plane perfect as patterns, the great expense of subsequent fitting would be avoided. Many examples bearing on this point could be given. The lathe is a copying machine, and just as its bearing surfaces are so is the work produced.
The apparatus generally employed by wood and ivory turners is termed a foot-lathe, on account of its being driven by the foot in the same manner as the common grinders' wheel; some are constructed partly in metal and partly in wood, but those made entirely of metal are far superior to these, and are of the following construction. A, Fig. 1177, is the bed of the lathe, upon which 2 supports, called poppet-heads, rest; the surfaces of contact vary in form, in some beds both are flat, in others both angular, and in others one angular and the other flat. By many the angular or V beds are preferred, from the idea that the heads are more likely to retain their proper position than when resting on plane surfaces; but the latter, when accurately planed and fitted, are quite as worthy of reliance, and far more convenient than the angular-bedded lathes. B represents the head to which the chucks are attached, and by means of which the power requisite for rotating the work is applied. This poppet-head consists of a strong frame of cast iron FBE; in the standard E is fixed a hard conical bearing, in which one end of the mandrel D revolves, and by which it is supported, the other end resting against the hard conical point of a screw placed in a nut at F; by means of this screw the mandrel is kept tight up to its bearings, any tendency of the screw to shift being prevented by one or two nuts upon it, which are screwed up tight against the standard F.
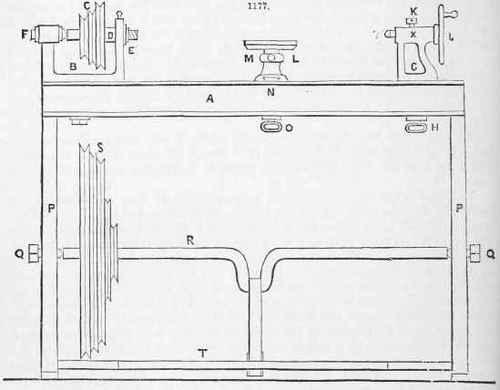
At the bottom of the head is a solid projection, which is made to fit the opening between the sides of the lathe-bed, and by which the parallelism of the lathe-bed and mandrel is maintained. The head is firmly fixed in its position by a bolt, which draws a strip of metal up tight against the bottom of the lathe-bed. A number of groove pulleys G are attached to the mandrel, one of which is connected with the pulleys S on the driving shaft R by means of a cord of catgut or guttapercha, although in a case of necessity a sash-line may be made to answer the purpose. The catgut is, however, the most satisfactory, on account of its great durability. The plan usually adopted for joining the ends is to screw on hooks and eyes; the end of the gut is slightly tapered and damped, so that the hooks and eyes may squeeze the gut into a screw rather than cutting it, by which latter the band would be much weakened.
It must not be used until the gut is dry and hard. Guttapercha bands are united by heat, the ends being cut off obliquely, thus,![]()
![]() and gently heated by means of a hot piece of smooth clean iron, until soft, when they are firmly pressed together, and kept in that position until cold. This, of course, necessitates the stoppage of the lathe for some time, besides shortening the band every time it is united.
and gently heated by means of a hot piece of smooth clean iron, until soft, when they are firmly pressed together, and kept in that position until cold. This, of course, necessitates the stoppage of the lathe for some time, besides shortening the band every time it is united.
When the work is too long to be supported entirely by one end, a second poppet-head is required, which is of the form shown at C; this head is accurately fitted to the lathe-bed, and can slide upon it to allow of adjustment to the length of the work; it is fitted with a clamping screw H to fix it when in position, also a conical point I, called a centre, which is movable through a small space by the handle J, to allow the removal of the work from the lathe without shifting the poppet-head. The mandrel carrying the centre is fixed after adjustment by the capstan-headed screw K.
Continue to:
My Books

