Nuts
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Nuts
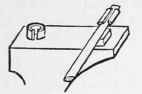
The simplest method of making small nuts is by punching with a small punch that is held in the left hand; this punch is driven through a bar near one end of it, which is placed upon a bolster on the anvil, while the other end of the bar is supported 6y a screw-prop. This mode is adapted to a small maker whose means may be very limited. By supporting the bar or nuts in this manner, it is possible for a smith to work without a hammerman. A bar of soft iron is provided, and the quantity of iron that is required for each nut is marked along the bar by means of a pencil, and a chisel is driven into the bar at the pencil marks while the bar is cold. A punch is next driven through while the iron is at a white heat. Each nut is then cut from the bar by an anvil chisel, and afterwards finished separately while on a nut mandrel. The bar on the bolster is shown by Fig. 86.
A more economical method is by punching with a rod punch, which is driven through by a sledge hammer. By this means several nuts are punched at one heating of the bar, and also cut from the bar at the same heat. A good durable nut is that in which the hole is made at right angles to the layers or plates of which the nut is composed. Some kinds of good nut iron are condemned because of these plates, which separate when a punch is driven between them instead of through them. By punching through the plates at right angles to the faces of the intended nuts, the iron is not opened or separated, and scarfing is avoided. Nuts that have a scarf end in the hole require boring, that the hole may be rendered fit for screwing; but nuts that are properly punched may be finished on a nut mandrel to a suitable diameter for the screw required. Nuts for bolts not exceeding 2 1/2 or 3 in. diameter can be forged with the openings or holes of proper diameter for screwing by a tap. The precise diameter is necessary in such cases, and is attained by the smith finishing each nut upon a nut mandrel of steel, which is carefully turned to its shape and diameter by a lathe. The mandrel is tapered and curved at the end, to allow the nut to fall easily from the mandrel while being driven off.
Such nut mandrels become smaller by use, and it is well to keep a standard gauge of some kind by which to measure the nuts after being forged. The best kind of nut mandrel is made of one piece of steel, instead of welding a collar of steel to a bar of iron, which is sometimes done.
One punch and one nut mandrel are sufficient for nuts of small dimensions, but large ones require drifting after being punched and previous to being placed upon a nut mandrel. The drifting is continued until the hole is of the same diameter as the mandrel upon which the nut is to be finished. The nut is then placed on, and the hole is adjusted to the mandrel without driving the mandrel into the nut, which would involve a small 'amount of wear and tear that may be avoided. A good steel nut mandrel, with careful usage, will continue serviceable, without repair, for several thousands of nuts. The holes of all nuts require to be at right angles to the two sides named faces; one of these faces is brought into contact and bears upon the work while the nut is being fixed; consequently, it is necessary to devote considerable attention to the forging, that the turning and shaping processes may be as much as possible facilitated. If the two faces of the nut are tolerably near to a right angle with the hole, and the other sides of the nut parallel to the hole, the nut may be forged much nearer to the finished dimensions than if it were roughly made or malformed.
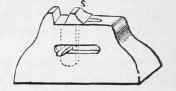
To rectify a nut whose faces are not perpendicular to the opening, the two prominent corners or angles are placed upon an anvil to receive the hammer, as indicated in Fig. 87. By placing a nut while at a yellow heat in this position, the two corners are changed to two flats, and the faces become at the same time perpendicular to the opening; the nut is then reduced to the dimensions desired. If the nut is too long, and the sides of it are parallel to the opening, the better plan is to cut prominences from the two faces by means of a trimming chisel, Fig. 91, instead of rectifying the nut by hammering. Cutting off scrap pieces while hot with a properly shaped chisel of this kind is a much quicker process than cutting off in a lathe.
Small connecting bolts, not more than 2 or 3 inches in diameter, are made in an economical manner by drawing down the stems by a steam hammer. Those who have not a steam hammer will find it convenient to make a collar to be welded on a stem, in order to form a head, as shown by Fig. 83. After being welded the head may be made circular or hexagonal, as required. The tool for shaping hexagonal heads is indicated by Fig. 85. Such an apparatus may be adapted to a number of different sizes by fixing the sliding part of the tool at any required place along the top of the block, in order to shape heads of several different diameters. The movable or sliding block is denoted in the figure by S.

Continue to:
My Books

