Bolts
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Bolts
Bolts are made in such immense numbers, that a variety of machinery exists for producing small bolts by compression of the iron while hot into dies. But the machinery is not yet adapted to forge good bolts of large size, such as are daily required for general engine-making. Good bolts of large diameters can now be made by steam hammers at a quick rate; and small bolts of good quality are made in an economical and expeditious manner by means of instruments named bolt headers. There is a variety of these tools in use, and some are valuable to small manufacturers because of being easily made, and incurring but little expense. The use of a bolt header consists in upsetting a portion of a straight piece of iron to form the bolt head, instead of drawing down or reducing a larger piece to form the bolt stem, which is a much longer process; consequently, the bolt header is valuable in proportion to its capability of upsetting bolt heads of various sizes for bolts of different diameters and lengths. The simplest kind of heading tool is held upon the anvil by the left hand of the smith, while the piece to be formed into a head is hammered into a recess in the tool, the shape of the intended bead.
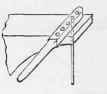
Three or four recesses may be drilled into the same tool, to admit three or four sizes of bolt heads. Such a tool is represented by Fig. 81, and is made either entirely of steel, or with a steel face, in which are bored the recesses of different shapes and sizes.
The pieces of iron to be formed into bolts are named bolt pieces. When these pieces are of small diameter or thickness, they are cut to a proper length while cold by means of a concave anvil chisel and stop, or by a large shearing machine. One end of each piece is then slightly tapered while cold by the hand-hammer, Fig. 68. or a top tool. This short bevel or taper portion allows the bolt to be driven in and out of the heading tool several times without making sufficient ragged edge to stop the bolt in the hole while being driven out. Those ends that are not bevelled are then heated to about welding heat, and upset upon the anvil or upon a east-iron block, on, or level with, the ground. This upsetting is continued until the smaller parts or stems will remain at a proper distance through the tool; after which, each head is shaped by being hammered into the recess. During the shaping process, the stem of the bolt protrudes through the square hole in the anvil, as indicated by Fig. 81.
But when a largo number of small bolts are required in a short time, a larger kind of heading tool is made use of, which is named bolt header. One of these, Fig. 82, is a jointed bolt header. The actual height of these headers depends upon the lengths of bolts to be made, because the pieces of which the bolts are formed are cut of a suitable length to make the bolts the proper length after the heads are upset; consequently, bolt headers are made 2 or 3 ft. in height, that they may be generally useful. The header represented by Fig. 82 contains a movable block B, upon which rests one end of a bolt piece to be upset; it is therefore necessary to raise or lower the block to suit various lengths of bolts.
All bolts, large and small, that are to be turned in a lathe require the two extremities to be at right angles to the length of the bolt, to avoid waste of time in centring previous to the turning process; and connecting-rod bolts and main-shaft bolts require softening, which makes them less liable to break in a sudden manner; and it is important to remember that hammering a bolt while cold will make it brittle and unsafe, although the bolt may contain more iron than would be sufficient if the bolt were soft. Great solidity in a bolt is only necessary in that portion of it which is to be formed into a screw. The bolt is less liable to break if all the other parts are fibrous, and the lengths of the fibres are parallel to the bolt's length. But in the screw, more solidity is necessary, to prevent breaking off while the bolt is being screwed, or while in use. However good the iron may be, the bolt is useless if the screw is unsound; and it is well to apply a pair of angular-gap tools, Fig. 88, to the bolt end while at welding heat.
Bolts of all kinds, large and small, are injured by the iron being overheated, which makes it rotten and hard, and renders it necessary to cut off the burnt portion, if the bolt is large enough; if not, a new one should be made in place of the burnt one.
Long bolts that require the lathe process are carefully straightened. This is conveniently effected by means of a strong lathe, which is placed in the smithy for the purpose. Long bolts are also straightened in the smithy by means of a long straightedge, which is applied to the bolt stem to indicate the hollow or concave side of the stem. This concave side is that which is placed next to the anvil top, and the upper side of the bolt is then driven down by applying a curved top tool and striking with a sledge hammer. This mode is only available with bolts not exceeding 2 or 3 in. diameter and of length convenient for the anvil, because in some cases bolts require straightening or rectifying in two or more places along the stems. If a bolt 6 ft. in length is bent 1 ft. from one end, the bent portion is placed upon an anvil, while the longer portion is supported by a crane, and a top tool is applied to the convex part. The raising of the bolt end to any required height is effected by rotating a screw which raises a pulley, upon which is an endless chain; the work being supported by the chain, both chain and work are raised at one time. It is necessary to adjust the work to the proper height while being straightened; if not, the hammering will produce but little effect.
The amount of straightening necessary depends upon the diameters to which the bolts are forged, and also upon their near approach to parallelism. A small bolt not exceeding 1 1/2 in. in diameter need not be forged more than a tenth of an inch larger than the finished diameter; a bolt about 2 in. diameter, only an eighth larger; and for bolts 4 or 5 in. in diameter and 4 or 5 ft. in length, a quarter of an inch for turning is sufficient, if the bolts are properly straightened and in tolerable shape. This straightening and shaping of an ordinary bolt is easily accomplished while hot, by the method just mentioned; other straightening processes, for work of more complicated character, will be given as we proceed. After the bolts are made sufficiently straight by a top tool, the softening is effected by a treatment similar to that adopted for softening steel, which consists in heating the bolts to redness and burying them in coke or cinders till cold. A little care is necessary while heating the bolts to prevent them being bent by the blast.
To avoid this result, the blast is gently administered and the bolt frequently rotated and moved about in the fire.

Continue to:
My Books

