Keys
Description
This section is from the book "Spons' Mechanics' Own Book: A Manual For Handicraftsmen And Amateurs", by Edward Spon. Also available from Amazon: Spons' Mechanics' Own Book.
Keys
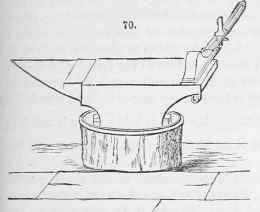
For forging small round short rods, or keys, no tools are required except the ordinary fire irons and the hand-hammer, tongs, and anvil chisel, in the anvil, shown by Figs. 68 to 70. The pin should be forged to the proper diameter, and also the ragged piece cut off the small end by means of the anvil chisel, shown by Fig. 70, while the work is still attached to the rod of steel from which it is made. After having cut and rounded the small end, it is proper to cut the key from the rod of steel, allowing a short piece to be drawn down to make the holder, by which to hold it in the lathe. This holder is drawn down by the fuller, and afterwards by the hammer. The fuller is first applied to the spot that marks the required length of key; the fuller is then driven in by the hammerman to the required diameter of the holder, the bottom fuller being in the square hole of the anvil during the hammering process, and the work between the top and bottom fullers. During the hammering, the forger rotates the key, in order to make the gap of equal or uniform depth; the lump which remains is then drawn down by the hammers, or by the hand hammer only, if a small pin is being made. If the pin is very small, it is more convenient to draw down the small lump by means of the set hammer and the hammerman.
The set hammer is shown in Fig. 74; and the top and bottom fullers by Fig. 75. The double or alternate hammering by forger and hammerman should at first be gently done, to avoid danger to the arm through not holding the work level on the anvil. The hammerman should first begin, and strike at the rate of one blow a second; after a few blows the smith begins, and both hammer the work at times, and other times the anvil. Figs. 71, 72, show the top and bottom rounding tools, for rounding large keys. Large keys may be made without rounding tools by rounding the work with a hand hammer, and cutting off the pin by the anvil chisel instead of the rod chisel, Fig. 73. The rod chisel is so named because the handle by which the chisel is held is an ash rod or stick, see Fig. 71. A rod chisel is thin for cutting hot iron, and thick for cutting cold iron. Fig. 70 represents the anvil chisel in the square hole of the anvil. By placing the steel while at a yellow heat upon the edge of the chisel, a small key can be easily cut off by a few blows of a hammer upon the top of the work.




To forge a key with a head involves more labour than making a straight one. There are 3 principal modes of proceeding, which include drawing down with the fuller and hammer; upsetting one end of the iron or steel; and doubling one end of a bar to form the head. For proceeding by drawing down, a rod or bar of steel is required, whose diameter is equal to the thickness of the head required; consequently, large keys should not be made by drawing down unless steam hammers can be used. Small keys should be drawn to size while attached to the bar from which they are made; the drawing is commenced by the fuller and set hammer. Instead of placing the work upon the bottom fuller in the anvil, as shown for forging a key without a head, the steel is placed upon the face of the anvil, and the top fuller only is used, if the key required is large enough to need much hammering; but a very small key can be drawn down by dispensing with the top fuller and placing the bottom fuller in the hole, and placing the work upon the top, and then striking on one side only, instead of rotating the bar or rod by the hand. By holding the bar or rod in one position, the head is formed upon the under-side of the bar; and by turning the work upside down, and drawing down the lump, the stem is produced.
The upsetting of iron generally should be done at the welding heat; the upsetting of steel at the yellow heat, except in some kinds of good steel, that will allow the welding heat. And both iron and steel require cooling at the extremity, to prevent the hammer spreading the end without upsetting the portion next to it. If the head of the key is to be large, several heats and coolings must take place, which render the process only applicable to small work. A small bar can be easily upset by heating to a white heat or welding heat, and cooling a quarter of an inch of the end; then immediately put the bar to the ground with the hot portion upwards, the bar leaning against the anvil, and held by the tongs (Fig. 76). The end is then upset, and the extremity cooled again after being heated for another upsetting, and so on until the required diameter is attained. When a number of bars are to be upset in this manner, it is necessary to provide an iron box, into which to place the ends of the bars, instead of upon the soft ground or wood flooring, injury to the floor being thereby prevented. When the key-head is sufficiently upset, the fuller and set hammer are necessary to make a proper shoulder; the stem is then drawn four-sided and rounded by the ◊ top and bottom tools.
If the bar from which the key is being made is not large enough to allow being made four-sided, eight sides should be formed, which will tend to close the grain and make a good key.
The third method of making keys with heads is the quickest of the three, particularly for making keys by the steam hammer. By its powerful aid we are able to use a bar of iron an inch larger than the required stem, because it is necessary to have sufficient metal in order to allow hammering enough to make it close and hard, and also welding, if seamy. If the bar from which it is to be made is too large to be easily handled without the crane, the piece is cut from the bar at the first heat. But if the bar is small, it can be held up at any required height by the prop, shown in Fig. 77.


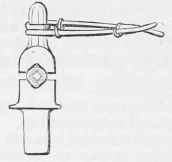
While thus supported, the piece to be doubled to make the head is cut three-quarters of the distance through the iron, at a proper space from the extremity. The piece is then bent in the direction tending to break it off: the uncut portion being of sufficient thickness to prevent it breaking, will allow the two to be placed together and welded in that relation. A hole may also be punched through the two, while at a welding heat, as shown by Fig. 78. The hole admits a pin or rivet of iron, which is driven into the opening, and the three welded together. This plan is resorted to for producing a strong head to the key without much welding; but for ordinary purposes it is much safer to weld the iron when doubled, without any rivet, if a sufficient number of heavy blows can be administered. At the time the head is welded, the shoulder should be tolerably squared by the set hammer; and the part next to the shoulder is then fullered to about three-quarters of the distance to the diameter of stem required, In large work the fuller used for this purpose should be broad, as in Fig. 79. After the head is welded, and the portion next to it drawn down by the fuller, the piece of work is cut from the bar or rod, and the head is fixed in a pair of tongs similar to Fig. 80. Such tongs are useful for very small work, and are made of large size for heavy work.
Tongs of this character are suited to both angular and circular work. They will grip either the head or the stem, as shown in the figure. While held by the tongs the thick lump of the stem that remains is welded, if necessary. Next draw the stem to its proper shape, and trim the head to whatever shape is required.



Continue to:
My Books

