327. Cutting Of Screw Threads
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
327. Cutting Of Screw Threads
A screw thread is a helical groove cut on an internal or an external cylindrical surface. The cutting of threads is best and cheapest done by machine. Bolts and nuts are usually cut by dies and taps held in machines for that kind of work exclusively. The lathe and the milling machine are employed to cut threads which must be exact in form.
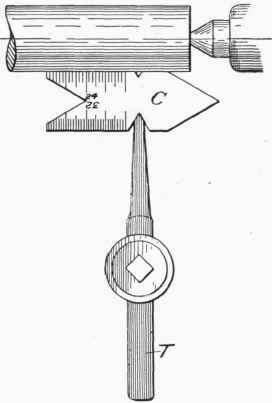
Fig. 182.
The method of cutting a thread in the lathe is as follows: The piece to be threaded is centered and suspended between the lathe centers as shown in Fig. 182. A center gage C is placed against the work for adjusting the threading tool T on the lathe carriage. The notches in the center gage are angles of 60° and are so cut that a line bisecting the angle is perpendicular or parallel, as the case may be, to the two graduated edges of the gage. The cutting end of the threading tool has been ground to a 60° point, as tested by the gage notch, and the adjusting of the tool as shown insures the symmetry of the thread surfaces.
Change wheels are placed on the spindles and on the leading screw at the end of the lathe to make the requisite combination for moving the lathe carriage a definite distance along the bed for each revolution of the work. When the machinist sets the lathe in motion and adjusts the tool point against the work, a groove is cut along the surface of the cylinder and is gradually cut deeper by a number of traverses of the tool until the required depth is attained.
When the tool reaches the end of each cut, it is quickly drawn away, the lathe is reversed to carry the tool back to the starting point, and is again reversed to begin a new cut.
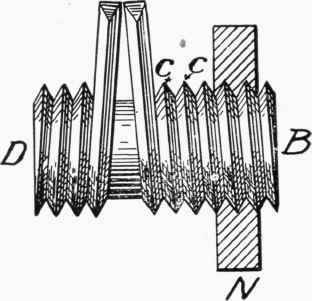
Fig. 183.
Continue to:
My Books

