354. Machine-Shop Notes
Description
This section is from the book "An Elementary Outline Of Mechanical Processes", by G. W. Danforth. Also available from Amazon: An elementary outline of mechanical processes.
354. Machine-Shop Notes
Under this paragraph will be given a few notes applying to machine-shop practice in general.
(1) The cutting speed of tools is determined by the heat generated in cutting. When the tool and the work cannot conduct this heat away fast enough to prevent, the tool point becomes heated and is itself ground away. This condition of heating is avoided in many tools like milling cutters, metal saws, rotary planer cutters, etc., where each tooth does not cut continuously. For continuous cutting by one tool point as in the lathe, the highspeed steels are much superior to carbon steel for removing a large quantity of metal, but carbon-steel tools are better for the lighter finishing cuts. Some high-speed steels will cut satisfactorily with the tool point at a red heat.
(2) Oil or soapy water applied to a cutting tool assist in keeping down the temperature, and soapy water gives a smooth bright surface in the finishing cut of iron and steel.
Brass is cut at a rapid speed and is just brittle enough to be given a smooth surface by the cutting tool, while copper is difficult to cut by machining because it is so ductile that chips do not tear away readily.
(3) Work is secured to face plates, chucks, planer and other machine tables by bolts or clamps. Care must be taken that these fastenings do not spring the work so that the machined surfaces will be distorted when the fastenings are removed. It is well to ease up the fastenings of a piece of work just before taking the finishing cut, leaving enough holding pressure to keep the work from slipping.
(4) Large castings which are to be machined to accurate form and dimensions should be allowed to " season" for a few weeks before machining is done, especially if these castings are to contain steam. It has been found that castings undergo a gradual change of shape, detected only by careful measurement, soon after having been cast. This is of particular importance with castings for steam turbines and with steam cylinders. In case a casting is hurriedly needed, as in emergency repairs, it may be rough machined after casting and then heated slowly and evenly, and allowed to cool slowly.
(5) To safeguard the strength of metal, a fillet should always be left at the enclosed angle formed by the junction of two surfaces in different planes, as was mentioned in the chapter on pattern making.
It is frequently necessary to turn a shaft to two diameters as shown in Fig. 205. A straight fillet as at d, or better a rounded fillet as at 1), should always be left at the junction of the larger and the smaller parts of the shaft. Another style of fillet, known as a hidden or blind fillet may be used where those like b or d would be in the way, as, for example under a bolt head, as at k. Blind fillets are advantageous where the pins and journals of a crank shaft join the webs.
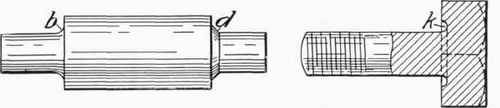
Fig. 205. - Examples of Fillets.
(6) The drilling of holes with large twist drills is increased in speed and accuracy by first drilling a small hole, say 1/8 of an inch, to act as a pilot or guide hole. .
To cut a hole accurately round and with the axis in a given direction is not a simple operation, though ordinary bolt or rivet holes do not require any such degree of accuracy. Hole-grinding is accomplished by use of a small, rapidly revolving grinding wheel of less diameter than the hole to be ground.
A round hole may be made square or polygonal by broaching out. This consists of drawing or pushing through the hole, steel pins of such cross sections as will cut out the hole to the shape desired.
(7) Deep-hole boring, as in boring gun tubes, gun barrels and propeller shafts, is clone by a long bar which carries a cutter on one end. Either the work or the cutter bar revolves on its axis, and the bar is pressed with sufficient firmness against the work to make the cutter " bite " so long as the rotary movement continues. The cutter bar and cutter must be hollow to keep the work cooled by a circulation of water through this hole. This also flushes away the chips of metal. The bar is not as large in diameter as the hole bored so that the chips can be washed out. Finishing to the required outside diameter is done after boring. Small gun barrels are held vertically to be bored, to keep the cutter from being drawn to one side of the barrel by gravity.
(8) In machining large shafts or gun tubes made from forged steel ingots, the cutting away of the superfluous metal in the lathe frequently reveals small cracks below the rough surface of the forging. These cracks are caused by unequal cooling of the ingot, and may not be numerous nor large enough to impair seriously the strength of the forging, but each crack revealed must be carefully investigated to determine its extent. It is the practice to stop the lathe when one of these cracks is revealed, and to cut out the crack with a cold chisel. If its depth does not extend below the metal to be machined off the forging, the machining is again resumed.
(9) In machinery designations the terms bearing and journal are often confused. A bearing is the support in which a shaft or axle revolves, and a journal is that part of the shaft or axle which is in contact with the bearing.
Continue to:
My Books

