Working Details Of The Paper-Mould Process. Part 6
Description
This section is from the book "American Library Edition Of Workshop Receipts", by Ernest Spon. Also available from Amazon: American Library Edition Of Workshop Receipts.
Working Details Of The Paper-Mould Process. Part 6
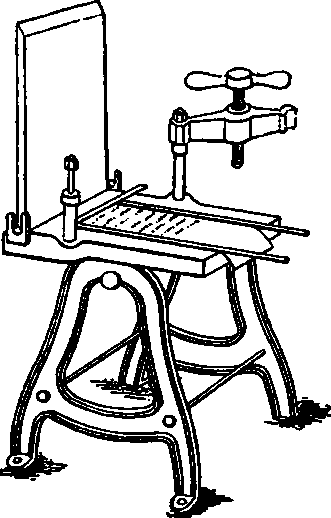
Casting box.
Stereotype gauges.
The metal used for stereotyping is much the same as ordinary type metal, only, as a rule, the stereotyper is content with an alloy tending too much towards softness, while of late years type founders have been moving in the direction of harder and harder metal. An alloy well suited for ordinary work contains 20 per cent, of antimony, the remainder being lead; or lead 4 parts, antimony 1 part. For preparing this alloy, a very safe lead to use is the soft lead which has formed the linings of tea-chests, or if commercial pig lead is used, a soft sample should be selected, and this may be sufficiently judged of by scratching the surface with the finger nail. Hard pigs often contain traces of zinc; this metal, which is especially bad in stereotyping alloys, being used in some of the desilverising processes, and the last traces are not always removed. When, however, the hardness of the pig lead is known to be due to antimony, copper, or tin, it may be used quite safely; in fact, hard lead then becomes more desirable than soft lead.
The lead and antimony being put together into the iron melting pot, sufficient heat is applied to melt the former, when the antimony gradually dissolves in the melted lead, forming an alloy which fuses at about 300° C. Lead melts at something like 330° C, while antimony fuses at 450° C, or a low red heat; the stereotype metal following the general rule that alloys melt at considerably lower temperatures than the mean melting points of their constituents. Sometimes stereotyped reduce the proportion of antimony so that the alloy only contains 10 per cent, of the metal, but in this case the alloy is noticeably soft, and wears badly in printing. A very superior stereotype metal, which is not only harder but more fusible than the above-mentioned, can be made by melting together 3 parts lead, 1 of antimony, and 1 of tin. Old mixed type generally makes an excellent stereotype metal, and will often bear the addition of nearly half its weight of lead. Type metals, like so many alloys, are harder when the cooling has been very rapid than when it has been comparatively slow, and casts obtained, in a given alloy, by the paper process, are consequently softer than those by the striking process of Carez and Didot.
The most positively objectionable impurity likely to find its way into the stereotyping metal is zinc, this metal making the alloy flow badly, and the face of the cast rough and patchy, doubtless by its tendency to separate from the other metals. It is, therefore, important to keep watch against its introduction into the stereotype foundry, and in melting up old type or scraps, any portions which remain unmelted, and float on the surface after the bulk is fused, should be skimmed off, as these are likely to contain the lighter and less fusible zinc. The larger the proportion of lead in the stereotype metal, so much greater is the evil effect of the zinc. Zinc in lead or in type metal may be removed by calcining at a low red heat, the zinc oxidising with the first portions of the lead; but the same treatment also removes the antimony, or at any rate a considerable proportion of it. The tendency of antimony to oxidise is so much greater than that of the lead, that stereotype metal used many times becomes softer from the loss of antimony.
A Little Arsenic - Say 1-2 Per Cent
increases the fluidity and hardness of a stereotyping metal.

Ladle.
Now take the cast out of the box, and the usual thing is to trim it, or cut it up into pages with a circular saw, and as the cuttings are carried round by the saw, and thrown upwards and forwards by the ascending side, it is usual to fix a screen (as shown in Fig. 304), to prevent them going into the eyes of the operator. The screen is ordinarily made of sheet metal, but sometimes a neatly fitted and curved glass plate is used. Generally speaking, however, I have preferred to use a leaf of the transparent flexible celluloid, which can now be readily obtained as thin as a card, and as transparent as glass.
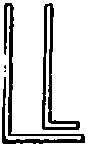
Instead of a circular saw, the tool known as a zinc hook (Fig. 305) may be used for dividing the plate. A metal straight-edge is used as a guide, and the cutting edge of the zinc hook is drawn along it a sufficient number of times to plough a groove half through the plate, when it becomes easy to break it.
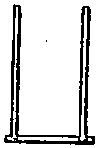
For trimming the edges, a hand plane is ordinarily used in conjunction with a shooting board, the ordinary wooden shooting board and jack-plane of the joiner answering the purpose very well. Fig. 306 represents an iron shooting board and iron plane specially made for stereotypers* use, a second plane being provided for bevelling. When the trimming planes are driven by power, the arrangement is generally substantially similar, the plane moving to and fro on a guide, while the plate to be trimmed is fed up against it, although sometimes a revolving cutting is used instead of a plane.
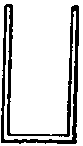
Thin stereotypes, cast pica-high for mounting on blocks, ought not to require planing at the back, provided that reasonable attention is devoted to matters which influence their thickness and truth, such as the flatness of the slabs of the casting-box, the accuracy and right placing of the gauges, the keeping of the mould flat while drying, and the proper condition of the cardboard covering the back slab of the casting-box. It is easy to cast plates so true as to require no planing, indeed so true that the arrangement ordinarily used for planing or rather scraping, the backs of thin stereotypes, would make them worse, not better. The arrangement is a kind of drawbench in which the plate is slowly forced under a stout knife plated almost vertically, and one form of it is represented by Fig. 307.
Continue to:
My Books

