Chapter XI. Trunks, Boxes, Fenders, Etc
Description
This section is from the book "Practical Sheet And Plate Metal Work", by Evan A. Atkins. Also available from Amazon: Practical Sheet And Plate Metal Work.
Chapter XI. Trunks, Boxes, Fenders, Etc
The setting out of the patterns for a trunk or box is usually not a very difficult matter; for whilst their shapes and sizes are of almost infinite variety, there is very little of a complicated nature in their make-up. The chief thing to which attention should be paid in the construction of trunks is accuracy of workmanship, so that the various parts shall fit together properly.
The bulk of trunk work is now wholly or partly machine-made, and as the sheet iron used is very light, the product turned out is not of a character to stand much knocking about. Hence, so that the sheet metal worker may know how to lay out the patterns for a good strong, hand-made trunk, we have selected just one representative ex-ample, which should be sufficient for all practical purposes.
A sketch of the trunk or box is shown in Fig. 73, from which some general idea will be obtained as to its shape and make.
Before proceeding to mark out the patterns for the trunk parts, a template for the moulding at the corner should be made. In Fig. 74 the shape of the moulding which runs down the top edge of the trunk body is shown drawn out full size, also the template for corner-cut of same. To mark out the latter, the girth line, 0 0, on the pattern is first laid out by making it equal in length to the semicircle on the section-that is, twice the length of the arc 0 3, or six times the length of one of the small arcs. Through each division point lines square to the girth line are drawn, and these cut off equal in length to the corresponding line on the section. That is 1 1', 2 2', etc., on the pattern are the same length respectively as 1 1', 2 2', etc., on the section. The lines lettered o B are next drawn square to the girth line, and measured off equal to a b from the section. The points B B are then joined, and the line produced outwards to A A, the length B A being made the same as a b from the section. A is joined to
Fro. 73.
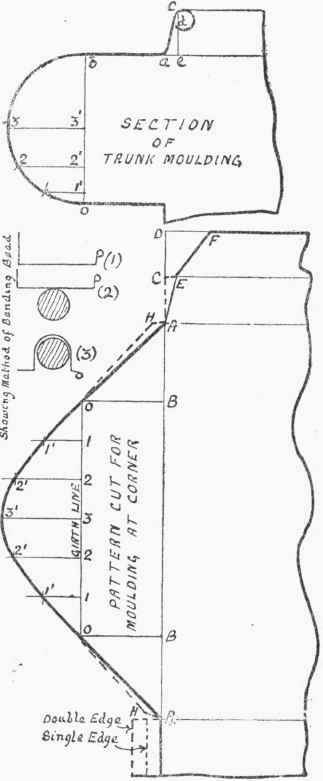
Fig. 74.
0, and the curve passing through the points 1', 20', etc.„ drawn. A C is now marked off equal to a c, and C E equal to a e. The allowance for wiring will be C D, this being equal to the length of the arc c d measured around the wire on the section. The notch E F can be fairly accurately-obtained by making D F equal to D C. The small lap, ACE, shown with a dotted line, should be left on the pattern, as this can be bent around the corner, and will stiffen it somewhat. Also,. the allowance marked H o should be left on, as this will cause the moulding to overlap a little on the flat parts, and strengthen the corner considerably.
The moulding template as marked out above can now be used to scribe out that portion of the patterns for the body, and end as shown in Fig. 75.
The body is usually made up by running a groove along the middle of the bottom, hence the length of A B on the pattern for body will be equal to the length of line measured from a around to b, as shown in the elevation.
The length C D for the lid-top pattern will be equal to the girth c d measured around the lid in the elevation. The body-end and the lid-end patterns will be the same shape as the end elevation plus the allowance for moulding, wiring, etc. Trunk parts are joined together by knocking-up either on the end or side. In light machine-made boxes the knock-up is usually turned over on to the end; but in the stronger hand-made work the knock-up is generally folded over on to the side. The patterns have been marked out for the latter method, hence there is a single edge on the sides of body and lid-top patterns, and a double edge allowed around on the end patterns.
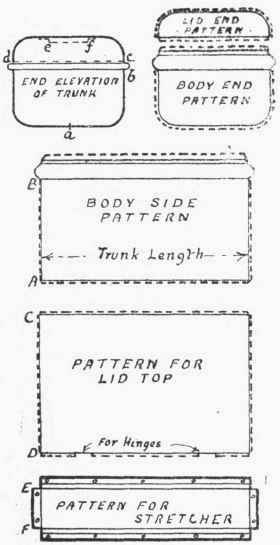
Fig. 75.
If the trunk is made of black iron, the surface of the sheet about the moulding cut is carefully cleaned and tinned on one side, so that when the corners are mitred the moulding at that part may be filled up solid with solder.
Three reduced sketches are shown on Fig. 74, explaining the method of forming a bead or moulding by hand. The sheet is first bent square, as shown in (1); it is then placed on a round bar (2), and bent over as seen in (3). In a press or moulding machine it can, of course, be put on the sheet in less than one-quarter the time by hand.
A simpler and cheaper kind of corner can be formed by cutting the sides of the body patterns straight and riveting a stout knee on the corners.
The flat parts of the box surface are usually swaged, to stiffen and strengthen them, and also to add a little ornamentation. All swaging must, of course, be done after the body and lid are shaped, but before the ends are fixed on.
In most trunk-lids a stretcher is placed, as shown in Fig. 73, and by the dotted lines e f in the end elevation (Fig. 75). The pattern for this can be marked out as seen in Fig. 75. The distances for the width of the stretcher pattern are taken from the end elevation. Thus, E F equals e f, and so for the widths of the flanges.
To additionally strengthen the lid, it is a good plan to fix two or three hoop-iron stiffeners across the inside of the lid, passing under the stretcher, bending them to the lid shape and riveting. Also, flat iron stiffening bars are usually fixed lengthways on the bottom of the box, bent square on to the ends, and riveted.
Experience seems to show, however, that there is no better surface protection for a trunk than wood battens, fixed lengthways on the outside of lid and bottom and bolted firmly, using large plate washers on the inside of box for the bolt-nuts to bear upon.
The hinges are made out of strips of sheet iron, doubled over a piece of wire the same gauge as that used for wiring around the lid. Notches are cut out of the lid pattern, as shown in Fig. 75, thus leaving the wire bare when the lid is made up. The hinges are slipped over the wire, soldered to the moulding, and then bent down and riveted to the body.
Continue to:
My Books

