Repair On Steamship "Corunna"
Description
This section is from the book "Welding Theory, Practice, Apparatus And Tests Electric, Thermit And Hot-Flame Processes", by Richard N. Hart. Also available from Amazon: Welding: Theory, Practice, Apparatus And Tests, Electric, Thermit And Hot-Flame Processes.
Repair On Steamship "Corunna"
"This was a vessel of 1296 tons register, 240 feet long, 35 feet beam and 21 feet depth. In getting away from her pier in the Lachine Canal, Montreal, the stern of the vessel was caught by the current and swung against the stone walls of the canal, the shoe or skeg being broken off close to the keel, while the rudder-post was broken at a point about 10 inches from the top of the rudder. Owing to the serious nature of the injuries it ordinarily would have been necessary to tow the vessel to Cleveland (there being no adequate dry-dock in Montreal to make these repairs in the usual way).
"It was soon decided that, without doubt, several thousand dollars could be saved by repairing the frame and rudder-post with Thermit.
" On inspection it was found that the rudder-post was broken off inside of the tube, while the stern frame had been bent 12 inches out of line, the shoe being completely broken about 13 inches from the central line of the post. On account of the break in the rudder-post being by an old scarf weld, fully 11 inches in length, it was not deemed advisable to attempt to weld this again, so about 14 inches of the rudder-post adhering to the rudder was cut off and a new piece of shafting, 8 feet long, welded on in place of the old post, as shown in the illustration. In order to facilitate the operation, the rudder was removed from the ship and the post welded on shore, this being done to prevent interference with the operation of welding the stern frame. "It being necessary to have a supply of compressed air in order to operate the gasolene torch and pneumatic tools, an old Westinghouse steam-driven air-brake compressor was obtained and mounted on board ship, the steam being piped from a donkey boiler. A receiving tank was placed on the edge of the boiler and piped to the compressor. With the apparatus in place, preparations were made to effect the welds in the usual way, the rudder-post weld being reinforced by a collar 3 inches long and 1 inch thick, while the stern-post was reinforced with a collar 8 inches long, 1 inch thick at the top and sides, and 3/4 inch thick at the bottom; the latter being done in order that the draught of the vessel might not be made any greater than could be helped. One hundred and fifty pounds of thermit, 25 pounds of steel punchings, and 3 pounds of metallic manganese were used in welding the rudder-post, while 350 pounds of thermit, 70 pounds of steel rivets (1 by 3/8 inch in size) and 7 pounds of metallic manganese were required for welding the stern frame. " While the total time required for the operation amounted to five working days, there is little doubt that had the work been done in a properly equipped dry-dock, it could have been accomplished in three days or less."
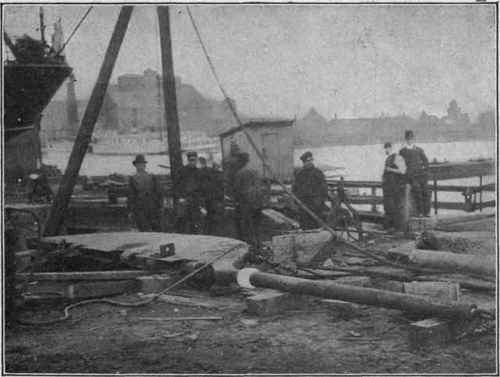
Fig. 84. - Finished weld on rudder post of steamship "Corunna."

Fig. 85. - Thermit weld on stem post of steamship "Sochem."


Fig. 86. - Weld made at shops of the central railroad of New Jersey on a motor armature shaft.
Weld of Electric Motor Shaft
"It has usually been deemed necessary to leave a reinforcement or collar of thermit steel around the various welds made by the thermit process. An instance has occurred recently, however, where this reinforcement was machined off and the weld subjected to very severe strains, but without causing any weakness to show up.
"The case in question is that of an armature shaft 3 inches in diameter, 14 1/2 inches long, and required to transmit 50 h.p. to the main hoist of a 50-ton Shaw electric crane.
"The weld was made in the shops of the Central Railroad of New Jersey, Elizabethport, N. J., and the armature has now been in service since October 8 and is giving perfect satisfaction in spite of the fact that all the surplus metal about the weld was machined off and the shaft turned down to its original diameter.
"The weld was made 9 inches from the hub, and is shown in the accompanying illustrations" (Fig. 86).
Chemistry And Thermics
The chemical formula for the present thermit reaction is
8A1 +3Fe304 = 9Fe +4A1 2 03.
Expressed in weights, it is 217 parts aluminum+732 parts magnetite = 540 parts metallic iron +409 parts slag, or, approximately, 3 parts of aluminum and 10 parts magnetite will produce, on combustion, 7 parts metallic iron.
Commerical thermit is a mixture of finely granular aluminum with less finely granular magnetic iron scale. The aluminum is about the fineness of granulated sugar; the scale is like coarse sand. The ratio by weights is three of iron scale to one of aluminum. Dr. Goldschmidt began his experiments with similar mixtures about 1895. Thermit was not heard of before 1902. He speaks with feeling of the mechanical and chemical difficulties that hindered the perfection of his ideas. So there is good reason to suppose that the thermit mixture is about the best that can be made, both in its physical form and in its reaction. The difficulties that confronted Dr. Goldschmidt were:
1. The violence of the reaction.
2. How to get a good homogeneous steel out of the reaction. One of the troubles with thermit reactions is their violence.
The burning of several metals, as calcium, is so brisk that the contents of the crucible boil over and metal and slag alike are lost. Probably for this reason the magnetic oxid was substituted for the hematite oxid. Early literature gave the reaction as
2Al+Fe203 = Al 2 0 3+2Fe, but Dr. Goldschmidt1 gives the present reaction as between aluminum and magnetite, and a casual examination of thermit by means of a magnet shows that magnetite is now used. It is likely that the magnetic oxid gives a slower burning than does the sesquioxid. The magnetic oxid is made of granulated rolling-mill scale.
The aluminum is powdered by a secret process. At present there are two known ways of pulverizing metallic aluminum. The first is to raise the metal to an approximate 600 deg. Cent., at which heat the metal becomes brittle and granular, and can be ground between rolls. The second way is to blow air through red-hot aluminum so as to partly oxidize the metal. It is then cooled to about 600 deg. Cent, and ground, the oxid of aluminum helping to separate the metal into fine granules.
As will be guessed, a small amount of thermit will burn more slowly than a large amount. The heat of a large burning, such as for repairing a propeller shaft or large engine fly-wheel, will be so intense that the crucible will boil and throw out part of its contents. To prevent this, from 5 to 15 per cent., by weight of thermit, of cold steel billets and turnings are added to the thermit before burning. This iron takes up the excess heat. Of course this added steel must be of correct chemical composition.
While it is important to keep down the boiling reaction, it is even more necessary to get a resultant steel that will be strong, elastic, and dense. The quality of the thermit steel will depend on its chemical composition. Good steel is low in sulphur, phosphorus, and silicon, and not too high in carbon. The following "Average Composition of Thermit Steel" is given by the Company:
Carbon ........................ | 0.05 08 | to to | 0.10 .10 |
Manganeses ...................... | |||
Silicon ................... | .09 .03 .04 | to to to | .20 .04 .05 |
Sulphur ................ | |||
Phosphorus..........................'......... | |||
Aluminum.................................... | .07 | to | .18 |
1 Electrochemical and Metallurgical Industry, Sept., 1908.
Of course, to produce a steel of the above composition, the aluminum and iron scale that make up the thermit must be very pure. It would be a problem to obtain sesquioxid of iron of sufficient purity and at the same time as cheap as rolling-mill scale. Sesquioxid or hematite ore always contains one or the other of the impurities in considerable extent and is of variable composition; while, in using scale from Bessemer or open-hearth steel the impurities would be already known and would be much lower.
In regard to the proportioning of the mixture, the formula calls for 3 parts of aluminum to 10 of iron oxid; the thermit mixture is 1 of aluminum to 3 of the oxid.
In nickel thermit the reaction is 2Al+3NiO = A12 0 3 +3N1. By weight, it is 54 parts aluminum and 224 parts nickel oxid give 176 parts metallic nickel. Or, approximately, 1 part aluminum and 4 parts nickel oxid give 3 parts metallic nickel. Nickel thermit, however, contains 5 parts of nickel oxid by weight to 5 of aluminum.
Besides the aluminum-iron oxid reaction, a number of others have been and are being tried. It is possible that the future thermit may dispense with aluminum and substitute another metal for reducer. "Weldite," an English product, uses silicon and aluminum with Fe203. Dr. Goldschmidt himself has tried other combinations: for instance, aluminum and calcium, which, according to Dr. Richards,1 give a greater heat due to the formation of calcium-aluminum slag. He gives the probable formula
5Fe203+3CaAl2 = 3(FeO.CaO.Al203)+7Fe; and claims that 70 per cent, of the iron would be reduced from its oxide; and that one part calcium-aluminum alloy will produce one and four-tenths of liquid iron (metallic).
Calcium1 alone can be used to replace aluminum, but the reaction is so violent that sometimes the contents fly out of the crucible. The addition of 30 to 40 per cent, fluor-spar (CaF) or 10 to 20 per cent, quicklime (CaO) gives a saner reaction.
Continue to:
My Books

