The "Sensim" Preparing Box
Description
This section is from "Scientific American Supplement". Also available from Amazon: Scientific American Reference Book.
The "Sensim" Preparing Box
Fig. 1 shows a perspective view of the machine, Fig. 2 a sectional elevation, and Fig. 3 a plan. In the ordinary screw gill box, the screws which traverse the gills are uniform in their pitch, so that a draught is only obtained between the feed rollers and the first gill, between the last gill of the first set and the first of the second, and between the last gill of the second set and the delivery roller. As thus arranged, the gills are really not active workers after their first draw during the remainder of their traverse, but simply carriers of the wool to the next set. It is somewhat remarkable, as may indeed be said of every invention, that this fact has only been just observed, and suggested an improvement. There is no reason why each gill should not be continuously working to the end of the traverse, and only cease during its return to its first position. The perception of this has led to several attempts to realize this improvement. The inventor in the present case seems to have solved the problem in a very perfect manner by the introduction of gill screws of a gradually increasing pitch, by which the progress of the gills, B, through the box is constantly undergoing acceleration to the end, as will be obvious from the construction of the screws, A and A¹, until they are passed down in the usual manner, and returned by the screws, C and C¹, which are, as usual, of uniform pitch.
The two sets of screws are so adjusted as to almost meet in the middle, so that the gills of the first set finish their forward movement close to the point where the second commence. The bottom screws, C, of the first set of gills, B, are actuated by bevel wheels on a cross shaft engaging with bevel wheels on their outer extremity, the cross shaft being geared to the main shaft. The screws, C¹, of the second set of gills from two longitudinal shafts are connected by bevel gearing to the main shaft. Intermediate wheels communicate motion from change wheels on the longitudinal shafts to the wheels on the screw, C¹, traversing the second set of gills.
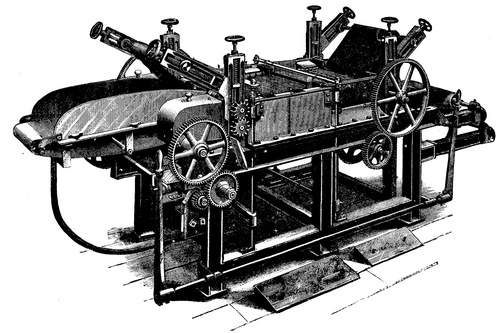
FIG. 1. - "SENSIM" SCREW GILL PREPARING BOX.
The feed and delivery rollers, D and E, are operated by gearing connected to worms on longitudinal shafts. These worms engage with worm wheels on cross shafts, which are provided at their outer ends with change wheels engaging with other change wheels on the arbors of the bottom feed and delivery rollers, D and E.
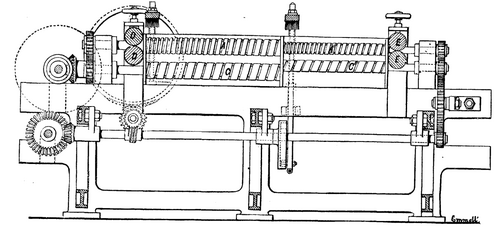
FIG. 2. - "SENSIM" SCREW GILL - SECTIONAL ELEVATION.
The speeds are so adjusted that the fibers are delivered to the first set of gills at a speed approximately equal to the speed at which these start their traverse. The gills in the second set begin their journey at a pace which slightly exceeds that at which those of the first finish their traverse. These paces are of course regulated by the class and nature of the fibers under operation. The delivery rollers, E, take off the fibers at a rate slightly exceeding that of the gills delivering it to them.

FIG. 3. - "SENSIM" SCREW GILL - PLAN.
In the ordinary gill box, the feed and delivery rollers are fluted, in order the better to retain in the first instance their grip upon the wool passing through, and in the second to enable them to overcome any resistance that might be offered to drawing the material. It thus often happens in this class of machines that a large percentage of the fibers are broken, and thus much waste is made. The substitution of plain rollers in both these positions obviates most of this mischief, while in combination with the other parts of the arrangement it is almost precluded altogether.
It will be obvious from what we have said that the special features of this machine, which may be summarized as, first, the use of a screw thread of graduated pitch; second, an increased length of screw action and an additional number of fallers; and third, the use of light plain rollers in place of heavy fluted back and front rollers, enable the inventor to justly claim the acquisition of a number of advantages, which may be enumerated as follows:
The transformation of the gills from mere carriers into constant workers during the whole of their outward traverse, by which the work is done much more efficiently, more gently, and in greater quantity than by the old system with uniformly pitched screws. A great improvement in the quality of the work, resulting from the breakage of fiber being, if not entirely obviated, nearly. An increased yield and better quality of top, owing to the absence of broken fiber, and consequent diminution of noil and waste. The better working of cotted wools, which can be brought to a proper condition with far more facility and with diminished risk of breaking pins than before. A saving in labor, space, and plant also results from the fact that the wool is as well opened and straightened for carding with a passage through a pair of improved boxes as it is in going through four of the ordinary ones, while the quantity will be as great. Owing to the first feature referred to, which distributes the strain over all the gills, a greater weight of wool can be put into them and a higher speed be worked. The space occupied and the attendance required is only about half that of boxes required to do the same amount of work on the old system.
Taking the flutes out of the feed and delivery rollers, and greatly diminishing their weight, it is estimated will reduce by 90 per cent. the wear and tear of the leather aprons, and thus to that extent diminish a very heavy annual outlay incident to the system generally in vogue. A considerable saving of power for driving and of time and cost of repairs from the bending and breakage of pins also results. Shaw, Harrison & Co., makers, Bradford. - Textile Manufacturer.
Continue to:
My Books

